

 下载:
下载:
-
Due to the present changes in the energy business, the utilization of renewables became a significant portion in the European community and first of all in Germany.
At the end of the year 2012, the following installations (ready for operation) in Germany had been published by various institutes: Hard Coal fired Units with 29 800 MW, Lignite Fired Units with 24 200 MW, Oil and Gas fired Units with 30 600 MW, Nuclear Units with 12 700 MW, Hydro Units with 10 400 MW, Biomass Units with 6 200 MW and finally the Renewables Wind and Solar with 31 500 MW for Wind power and 32 600 MW for Solar power.
Due to the fact that Nuclear installations shall be completely shut down in Germany latest by the year 2022, it is anticipated that the renewables shall take over the missing electricity production. This can be achieved only by sufficient back up capacity which can be realized only by reliable fossil fired units stabilizing the grid due to the fluctuations caused by Wind and Solar Power.
For Germany the following split on electrical power production for the various technologies was published for the year 2013: Fossil fired Units (Coal, Gas) contributed with 57%, Nuclear Units contributed with 15% and the Renewables (Hydro, Biomass, Wind, Solar) contributed with 24% on the electrical power gross production.
In order to substitute the 15% Nuclear against renewables, the grid stability can be ensured only by reliable fossil fired Units with short start up periods and capable for high load change velocities. Such requirements on so called flexible Power Plants requires a strong development on the boiler units resulting in design changes at the firing system and the pressure part without jeopardizing the existing low emissions and the steam parameter for high efficiency.
-
Advanced burners for bituminous coal fired units can be of fixed burner design or of tilting burner design, depending on the fuel quality of the hard coal and depending on the load regime.
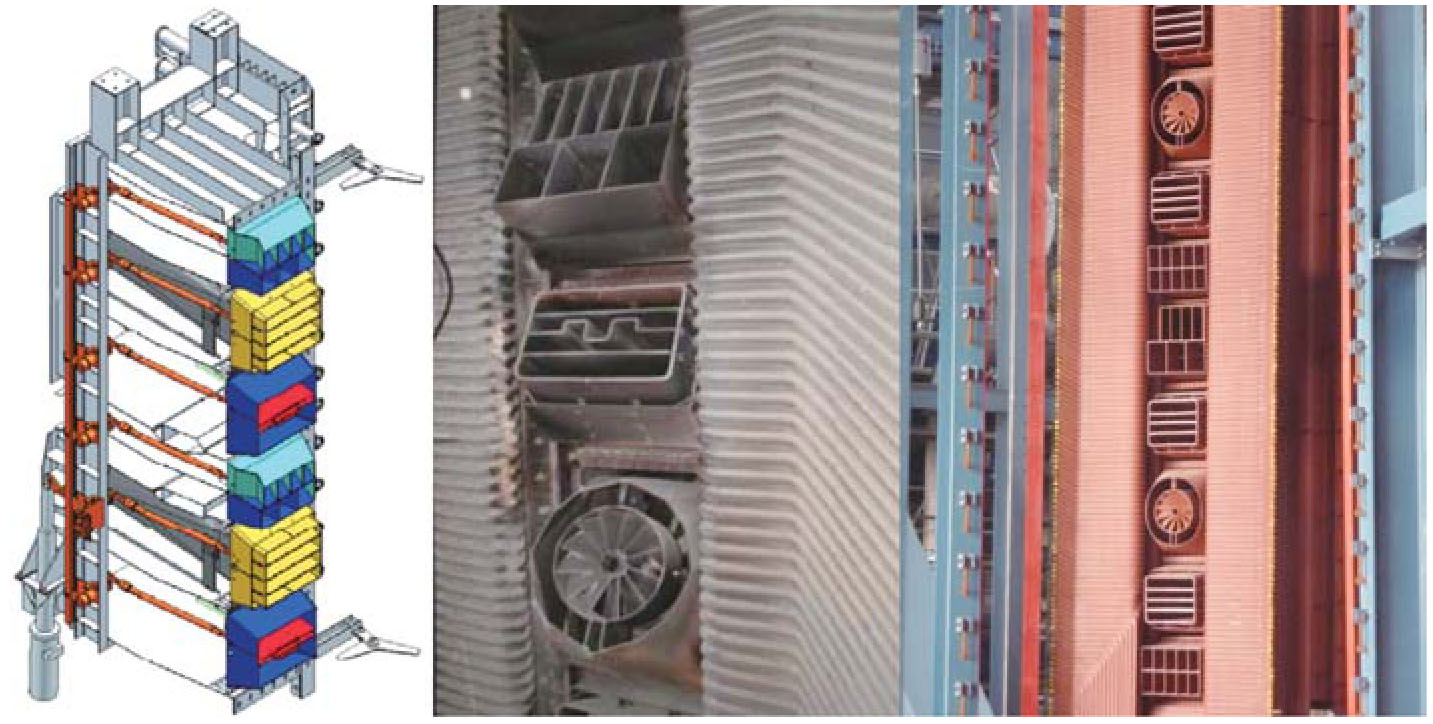
In case of lignite, however, the burners will be exclusively designed as fixed burners. For lignite fired units, the burners are installed at the furnace wall and directed towards a tangential circle. The lignite burners are directly connected with a single mill and depending on the boiler size it will be a 6 or 8 mills arrangement (see Figure 1). The progress by a consistent evaluation of operating experience and the confidence in design allow modern burner systems with a more compact design, thus taking advantage of the furnace geometry in a more effective manner. The burner arrays are characterized by integrated functions in order to comply with the requirements.

图 Fig. 1 Compact Burner Design and Mills with Vapour Separation (Vapor Burner with Reburning Effects)
In addition to the above, special arrangements are feasible for extremely low grade lignite's with an LHV below 5 MJ/kg. For such fuels, Alstom's tangential firing systems relies on a so called vapor burner with reburning effects design where the fuel will be enriched already in the mill classifier and the pulverized coal will be distributed as rich stream to the main burner and as lean/vapor stream to the vapor burner with reburning effects downstream of the main burner compartment.
In case of utilizing hard coal, the burners are arranged in the furnace corners in order to mitigate the risk of overheating materials due to higher radiation heat of the hard coal.
Depending on the boiler size, 4 to 6 mills will be installed and each of the mills will serve one level of burner nozzles.
The combustion air is locally supplied in a staged manner via the air nozzles of the lower and upper air (see Figure 2). If low emission values are to be simultaneously reached in case of fuels with a high corrosion potential, a radial air staging is generated by means of wall air nozzles, which ensures an oxidizing atmosphere at the evaporator wall independently of the load. The combustion process itself is controlled by a moderate shortage of air.

图 Fig. 2 Ceneral Tilting Burner Design for Hard Coal
The nozzle geometry allows a compact burner array, which enables the design of perfect burner geometry in terms of low emission and low slagging operation. In addition to these features, the compact burner array ensures stable combustion conditions at very low loads as well as very low carbon losses and minimum excess air resulting in high boiler efficiency. Based on such design and emission control features, Alstom's lignite fired units are capable to operate with primary NOx emissions significantly below 200 mg/m3 (@6% O2) and the hard coal fired Units are running with primary NOx emissions between 300 ~ 400 mg/m3 (@6% O2) depending on the fuel bound nitrogen and the volatiles.
-
As already mentioned, the operation modes need to be modified towards lower minimum loads, faster load changes, as well as the utilization of very low grade fuels.
-
A lower minimum load and a higher flexibility of the burners can be realized by controllable secondary air cross-sections together with an active combustion air management. Thus the load range can be extended in both directions.
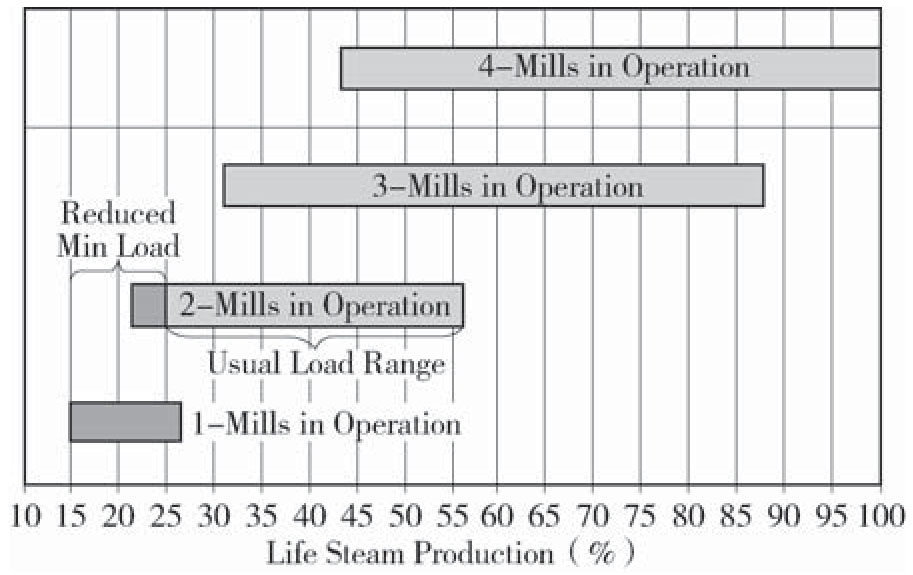
With former designs of firing systems for hard coals, the possible minimum load was in the range of approximately 40% boiler load without back-up firing. By a proper adjustment of the mill size and taking into account the operating range of the burners, the minimum can be extended to approximately 25% of the boiler as shown in Figure 3.

图 Fig. 3 Load Range Extension for Bituminous Coal Fired Units
Further steps to reduce the minimum load would require single mill operation. However such a scenario must be able to guarantee a safe and reliable operation of the unit and needs to be approved by the authorities in order to receive the operation permit. As a consequence and as desired by the unit operators, such power plants can remain in operation at very low loads being able to answer grid requirements extremely fast while saving back up fuel.
In case of lignite firing, most of the power plants are already designed for a flexible use within the load range between 40% to 100% load with pure coal fire by means of an effective burner air management and adjustment of the mill and the firing system. In this respect, the compact burners shown above are used in order to ensure a stable ignition over the entire load range.
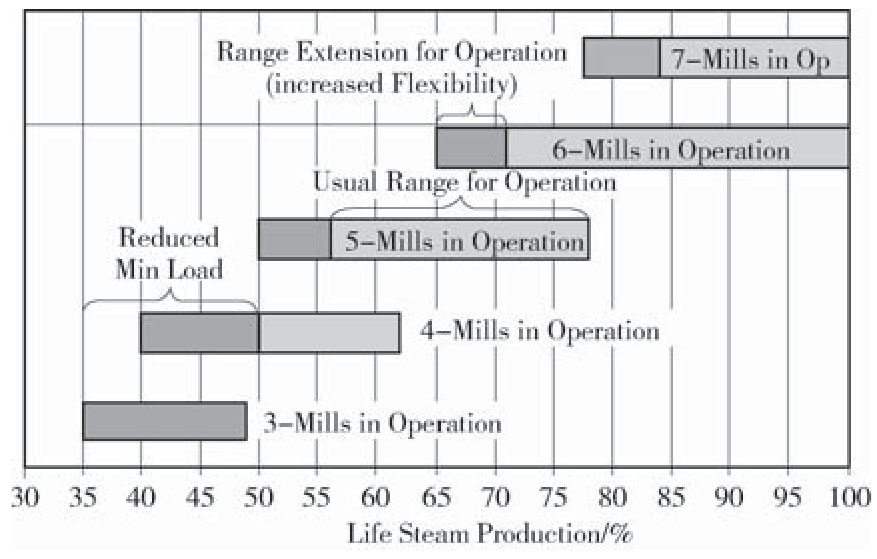
Figure 4 shows the mill operation range for typical lignite with moisture content between 45%~55%. It can be realized that even for lignite, a stable operation with 3 mills in service would be possible without support fire for boilers equipped with 8 mills and an operation regime with 1 mill out of service. For such an arrangement, the lower operation limit is given by the requirements on the minimum air/dust load ratio for the burners. Finally the three-mill operation safeguards the unit operation in case of any forced outage of a mill during four-mill operation.

图 Fig. 4 Load Range Extension for Lignite Fired Units
-
Due to the fact that the wind and solar energy cannot be supplied continuously in accordance with the grid demand, fossil-fired power plants are exposed to provide the basic demand resulting in large load changes and operated at low loads in order to compensate any differences between power generation and demand. Such requirements can be fulfilled by special installations on the firing system like mills with the capability for a high turn down ration as well as coal burner able to adjust the height and the size of the fireball inside the furnace. For Hard Coal, Alstom's design is with mills with the so called low profile on the grinding journals as well as the tilting burner.
In addition to that, the pressure parts must be designed to follow the new requirements. In general it will be realized by high alloy materials with lower wall thickness in order to reduce material thermal-mechanical induced stresses.
-
The requirements in terms of load-following capabilities for the remaining and also for the new power plants increased during the past years, driven by the incentives policy for the support of renewable energy sources in the European energy mix. Nevertheless, it is known that renewables are characterized by low capacity utilization and difficult to forecast.
In this context, a new regulation for the support of the network frequency through the available capacity margin was defined already in the year 2000 which says that 2% of the nominal capacity of additional capacity should be available within 30 s and must stay available for at least 15 min. These requirements will be fulfilled through the throttling of the live steam control valves, the condensate-stop-process, the condensate-retain-process, or the closure of the bled steam pipes. Adequate cycling ability, in terms of number of starts and their duration, hot starts, as well as the ability for rapid load change rates are expected from a modern coal-fired power plant. This requirement is challenged by practical design considerations that higher steam parameters increase the wall thickness of boiler components and thus increasing thermal-mechanical stress potential and therefore limit operational flexibility. Such a contradiction is addressed by balancing the number of start-ups and load changes, the associated ramp rates, and the operating temperatures.
Designing the boiler for low minimum once- through load affects the evaporator design and makes more sense if such low loads can still be achieved without the need for secondary fuel firing.
The limitation of the steam temperatures up to 550/570 ℃ allows a high number of hot starts and a daily start-up and shut-down of the unit. This flexibility is paid by a reduced efficiency of approximately 1%~2% points for the whole plant.
The limitation of the live steam pressure up to approximately 250 bar, while the steam temperatures are retained in the range of 600/620 ℃ reduces the efficiency by approximately 0.3% points but can reduce the wall thickness of the high pressure outlet header by approximately 10 mm against a 290 bar design.
Alternatively the outlet headers can be designed by using the 100 000 h creep values and therefore the selected wall thickness may be reduced. The unit can be operated as a cycling unit. However such measures must follow economic considerations and to be considered case by case depending on the particular boundary conditions on site.
New project inquiries are increasingly specifying ultra-supercritical technology with high steam temperatures up to 600/620 ℃ and it is anticipated that the share of ultra-supercritical cycle units will continue to increase. The challenge coming out of this requirement is to achieve the combination of high efficiency with high operational flexibility.
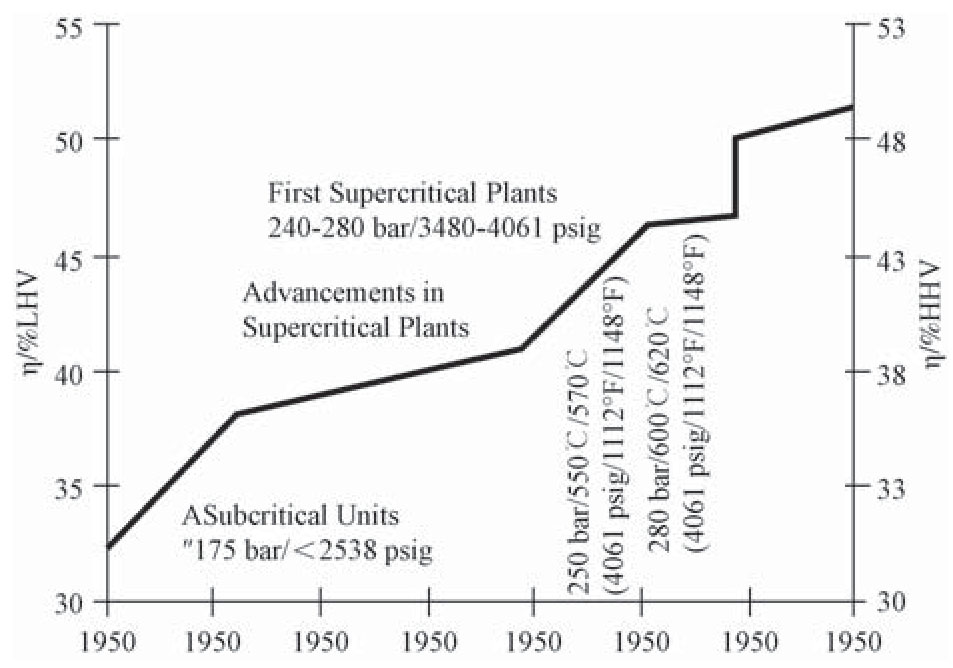
For the increase of the efficiency of coal-fired power plants the main development trend is the increase of steam parameters with supercritical pressures > 250 bar and higher temperatures at the boiler outlet > 600/620℃,called “ultra-supercritical” steam parameter (see Figure 5).

图 Fig. 5 Evolution of Steam Power Station Efficiency Worldwide
To meet these new steam cycles, attention must be paid on the proper material selection adapted to the new steam cycle requirements. Several boiler materials with improved mechanical properties have been developed in the last years. Some new materials are still in the stage of development. Besides the aspects of strength and workability of the materials, attention must be paid to the corrosion and oxidation behaviour at high temperatures.
-
The waterwall is defined as the flue gas-tight enclosure of the furnace and the heat exchanger section of the boiler.
For supercritical boilers with moderate steam conditions of 545℃ (SH outlet) and 570℃ (RH outlet) the low-alloy CrMo steel 13CrMo4-5 (T12)is used as waterwall material. Depending on fuel characteristics steam conditions up to 270 bar and 580℃ to 600℃(operating conditions at SH outlet)can be realized with the material T12. This corresponds to a maximum waterwall outlet temperature of approximately 460℃.
For advanced supercritical boilers with steam conditions of 600℃ (SH outlet) and 620℃(RH outlet) the 2.0%~2.5% chromium steels HCM2S (T23) or 7CrMoVTiB10-10 (T24) are needed due to the requirements for higher creep strength. Both materials are developed based on the steel 10CrMo9-10 (T22) but have much higher creep strength values. By use of the T23 or T24 steels, the steam temperature limit at the waterwall outlet can be raised by approximately 50 °K in comparison with the conventional T12 steel.
However the experience with both T23 and T24 shows that special efforts are necessary at the fabrication of the panels in the workshop or at least with the welding on site. Alstom has spent a lot of efforts to develop a suitable fabrication technology for this material in order to offer ultra supercritical steam parameter units with high reliability.
-
For superheater and reheater tubes, the creep strength of the used materials has to be high enough at the relevant pressure and temperature range. In addition to this requirement for higher strength, more attention has to be paid to the corrosion and oxidation behavior of the materials. The oxide layer on the steam side can become significant and leads to higher material temperatures, which could cause creep damage. External high-temperature corrosion on the flue gas side reduces the wall thickness of the tubes and can lead to pictures.
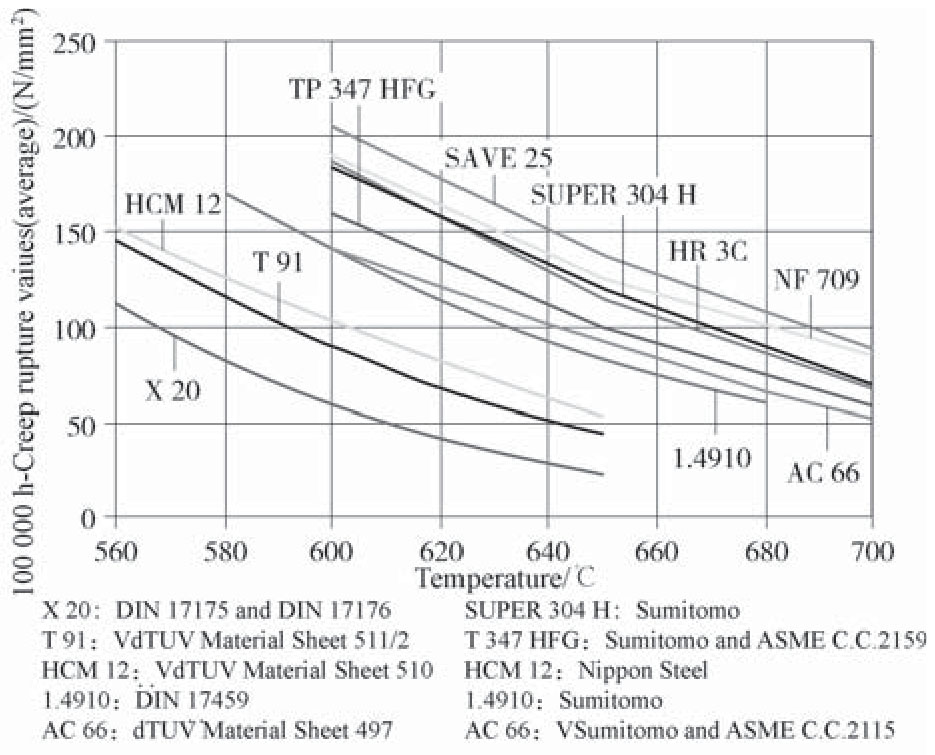
Due to the requirements for high creep strength and high corrosion resistance, the martensitic steels like X10CrMoVNb9-1 (T91) can only be used for sub-and supercritical boilers with steam temperatures up to approximately 550℃ (SH outlet)and 570℃ (RH outlet). Above this temperature, for advanced supercritical boilers with steam conditions up to approximately 600℃(SH outlet)and 620℃(RH outlet), austenitic materials are mandatory. The austenitic materials have much higher chromium content which is beneficial in terms of increased oxidation and corrosion resistance. Typical austenitic materials for superheater and reheater tubes, which are commercially available are TP347HFG (fine grained), Super304H, HR3C and TP310N. The fineness of the metallographic structure enhances the oxidation resistance properties. In order to further increase the oxidation resistance on the tube inside, shot blasting procedures can be applied for some materials.
Figure 6 shows the 100 000 h creep rupture values of the superheater and reheater materials previously discussed.

图 Fig. 6 100 000 h Creep Rupture Values for SH and RH Materials
-
As candidate materials for thick-walled components such as high pressure outlet headers and steam piping, main attention has been paid up to now to the improvement of the modified 9%~12% chromium steels.
In Europe, the conventional steel for thick-walled components has historically been X20CrMoV121. Extensive operating experience is available in the steam temperature range up to 560℃. With an increase of the steam parameters, the limit of the steel X20CrMoV121 I will be reached shortly. In order to have higher strengths, new materials have been developed. The next development in this area led to the application of the material X10CrMoVNb9-1(P91), which was co-developed by ALSTOM and can be regarded meanwhile as well-proven material. With the material P91, the steam parameters can be increased to 270 bar and 580℃ (operating conditions at SH outlet).
In a further development, the creep rupture values of the new steels have been further improved through the addition of tungsten. The typical materials from this new development are the tungsten-alloyed chromium steels P92, E911 and P122 (HCM12A). With such materials the steam parameters can be extended to approximately 290 bar and 600℃ on live steam.
-
Today's state-of-the-art enables efficiencies of over 45% and 43% (LHV) for bituminous coal and lignite-fired power plants respectively(corresponding to steam outlet temperatures of 600/620℃), compared to a 35% average in the 1970′s. In the mid 1990′s manufacturers and utilities decided to make the step towards the 700℃ technology for coal-fired power plants, a step that is equivalent to a net efficiency of over 50% (LHV) for coal-fired power plants. The advantages of this development are obvious:
The increased efficiency offers a satisfactory response to the requirements for lower Cost of Electricity (CoE), reduction of all primary emissions, saving resources and significant reduction of CO2 emissions.
From a technical point of view, the main processes involved in the construction and operation of coal-fired power plants do not change and thus the 700℃ technology can benefit in terms of reliability and availability from the experience gained over decades. Therefore the risk related to the introduction of a new technology is minimized and limited to a number of critical components that need to be tested in advance.
Several Tests with the installation of tube panels in various coal fired units as well as single material tests had been conducted through the past years.
Based on such efforts, it is anticipated to start with the planning's for a Demonstration Plant in Germany.
-
Improvements of firing systems with jet burners during modifications and for newly built power plants in recent times have shown some positive experience. Tilting burners could demonstrate the control of the RH temperature without any spray attemperators in daily operation. Additionally the flexibility in the fuel input could also be improved for modified plants by means of target-oriented measures such as an adaptation of the grinding plant in order to enable a change of the fuel calorific values. By a proper adjustment of the mill and firing systems as well as a consistent implementation of process engineering requirements in the design phase, minimum steam generator loads can now be achieved in a stable and safe manner. Additional measures allow to use biomass in the power plant in a high efficient way. It can be considered as an additional contribution to the protection of the environment and reduction of the CO2 output.
By means of the proven measures gaining the efficiency and the environmental improvement, the conventional power plant firing systems could be further developed in a decisive manner. Thus, they are ready to provide a significant contribution to the reliable energy supply for the future utilization of renewable sources.
With the measures described in this article, conventional power plants, which have become more efficient and flexible, can jointly compensate the fluctuations between energy demand and energy supply. Thus, they will make it possible to introduce the renewable energy concepts. For that reason, a modern combustion technology is available to be introduced in new Units as well as for Retrofit purposes, which is capable to meet the future needs for low load operation and fuel range flexibility[4].
现代化火电厂锅炉设计工艺综述
DOI: 10.16516/j.gedi.issn2095-8676.2016.01.003
CSTR: 32391.14.j.gedi.issn2095-8676.2016.01.003
-
摘要:
文章介绍了适应现代化、清洁高效的燃煤电站需求的锅炉点火技术与锅炉设计技术。在欧洲共同体为实现CO2排放目标而发展可再生资源电力的情况下,这种锅炉点火技术与锅炉设计技术仍然可以使得燃煤电站适用未来电网的调节需求。文章还阐述了包括蒸汽参数调节、电站效率变化与锅炉点火技术改进等在内的燃煤电站研究议题,以让燃煤电站技术适用未来的环境需求与市场需求。 Abstract:This presentation will show the state of the art of firing and boiler design for modern, clean and efficient fossil fired power stations as well as the requirements for future applications in a power production environment of renewable installations as committed by the European community for a proper CO2 reduction. This presentation addresses the main topics of fossil fired power plants, like applicable steam parameters and associated efficiency gain and the modifications on the firing technology in order to follow the environmental as well as the market requirements. -
Key words:
- boiler design /
- coal fired power plants
-
图 Fig. 1 Compact Burner Design and Mills with Vapour Separation (Vapor Burner with Reburning Effects)
-
[1] SCHMIDT G. Retrofit of P/F Boile[C]. ALSTOM Boiler Deutschland GmbH, Power-Gen Europe, Cologne, Germany, 2014. [2] BRÜGGEMANN H. Conventional Firing Systems for Future Power Plants[C]. ALSTOM Boiler. [3] ZLATIBOR. Deutschland GmbH[C]. Serbia, 2012. [4] STAMATELOPOULOS G N. Advancement in Coal fired Power Plants[C]. Alstom Power Systems, VGB, 2006. [5] MARION J. Advanced Ultra-Supercritical Steam Power Plants[C]. ALSTOM Power, Inc., Power-Gen International, Orlando, USA, 2013 and Power-Gen Asia, Kuala Lumpur, Malaysia, 2014. -

图(6)
计量
- 文章访问数: 981
- HTML全文浏览量: 479
- PDF下载量: 70
- 被引次数: 0
