




-
纵观世界各国民用核电技术的发展历程,作为核岛主设备之一的反应堆冷却剂泵(以下简称核主泵),一直都是难度最大,设计研发历时最久的设备之一[1-3]。核主泵是反应堆冷却剂系统的主设备之一,也是唯一的转动设备,被称为核电站的“心脏”,要求能够在高温高压高辐射剂量的条件下长期稳定安全的运转,不能发生冷却剂的泄漏[4]。以目前主流的压水堆核电站为例,国内外大都采用了轴封式核主泵[5],而能够设计并制造核主泵的国家,如美、法、德、日等,无一例外都是科技和工业强国[6]。
中国作为新兴的工业化国家,同时也是核供应国集团成员之一,理应具备独立自主的民用核电供应能力,包括核心装备的设计制造能力。在过去的三十多年时间里,中国已经逐步实现了包括反应堆压力容器、蒸汽发生器、主管道、稳压器、核二三级泵等在内的重要核电设备的国产化。在出口核电项目上再次实现核主泵的国产化,将助力中国核电“走出去”再无后顾之忧。
-
从筹建第一座民用核电站——秦山核电站(一期),到引进法国技术建造百万千瓦级的大亚湾核电站,再到当前国际最先进的第三代核电“华龙一号”,我国用几十年时间逐步建立起一整套完整的核电产业,并全面实现了国产化。在此期间,各大核电集团和多家装备制造企业都为核主泵的国产化做出了积极的探索和尝试,为最终的成功奠定了基础[7]。
-
2008年11月,中核集团同巴基斯坦原子能委员会(以下简称PAEC)再次签订合同,出口C3和C4两个300 MW的核电机组,电站总体设计同之前的前期机组保持一致。此时我国已经成为国际装备制造业的强国,更是核供应国集团的核心成员国,实现核主泵完成国产化的重任就落在了新的出口项目肩上。
C3/C4项目核主泵的国产化首先要考虑路线问题。作为一个商用核电站的出口项目,核主泵的国产化必须要考虑工程进度的需求和少走技术弯路。因此最终确定了以C1项目核主泵为原型进行参考设计的技术路线,事实证明这条路线是当时条件下的最优路线。
核主泵国产化基于以往出口项目上积累的相关经验,由总包方联合哈尔滨电机厂交直流电机有限责任公司(后更名为哈尔滨电气动力装备有限公司,以下简称哈电动装)具体实施,哈电动装同时也是自C1项目以来核主泵电动机的配套方。选哈电动装作为核主泵国产化的合作方,既充分评估了其技术实力能够承担重任,也能避免泵和电机选不同供应商带来的接口管理较为复杂的风险。
核主泵的设计制造是一个系统工程,涉及到设计方案评审、施工方案评审、设计计算、设计出图、各类清单编制、原材料采购、成品件采购、配套设备采购、仪器仪表选型、各类生产工艺的攻关(机加、焊接、热处理等)、质控质检、专用工具的设计和制造、装配工艺探索、试验方案制定实施、运维手册编制、现场安装指导等等,甚至发货前的零部件包装防护也需要很强的专业性[8]。
-
装备制造不外乎提出技术要求、确定设计方案、详细设计、材料采购、生产、配套、检验、装配、试验等主要环节。C3/C4项目核主泵国产化启动伊始,即对整个工作进行了分解分析,确立了几大关键路径作为重点进行推进。在确定了参考设计的国产化路线后,设计方案和详细设计将以C1核主泵为原型进行再开发,原则上可不再作为关键路径。因此原材料国产化、复杂部件加工、重要物项的分包配套,以及总装和试验成为关键路径[9-10]。
对于核主泵国产化这样复杂的系统工程来说,关键路径的识别对总体进度的控制非常重要,只有提前识别风险点,基于既有经验和客观条件制定应对方案,积极联合不同行业的专业团队,才能做到风险可控。
-
C3/C4核主泵的国产化首先要解决的就是对参考的方案进行设计和计算验证。总包方在这一过程中分阶段组织进行了核主泵国产化的技术方案评审和三轮施工设计评审,陆续对一百多份设计详图进行了评审,特别是对设计改进的部分展开了慎重的讨论。
这项工作包括设计计算、应力分析、疲劳分析、机组整体LOCA和抗震分析等,涉及到的主体零部件/组件包括泵壳、泵盖、主紧固件、密封室组件、高压冷却器、油冷却器、电机支座、冷却套、应急注入水系统、冷却水系统、氮气供应系统、高/低压泄漏系统等,共计完成了30余份设计计算书。经过这一阶段的设计评审,也论证了参考设计这一路线的可行性。
-
C1机组核主泵原型的设计大量采用了国外标准的材料,正所谓巧妇难为无米之炊,国产化开始就面临原材料供货的问题。而得益于我国在以往出口项目上积累的大量的经验,国内主要的核电设备材料供货商都具备了国外牌号材料的研发能力。在此基础上,核主泵国产化确立了“沿用原标准为主,成熟材料可采用国标替代”的原则,选择了国内成熟的核级材料供应商针对DIN、EN等国外标准材料进行了技术攻关,其中部分还涉及到较为少见的VdTUV(德国技术监督协会标准)、SEW(德国钢研所标准)等标准。在这一过程中,总包方组织专业团队,结合核主泵实际运行工况对这些材料标准进行了多轮讨论,针对材料的化分、热处理、锻造、无损探伤等逐项提出了具体要求和解决方案,同时以“工艺为材料性能服务”为原则,在满足基本力学性能的底线要求上探寻更理想的结果。以泵轴采用的DIN标准的1.4313牌号马氏体不锈钢材料(见图1)为例,锻件鉴定件的最终性能达到并且部分指标要优于C1项目(见表2)。

图 1 泵轴锻件
Figure 1. Forging part of pump shaft
表1为300 MW核主泵的主要技术参数。
表 1 核主泵主要技术参数
Table 1. Major technical data of RCP
设计流量/
(m3·h−1)设计扬
程/m机组总
效率工作介质 额定工况 电机额定
转速/rpm电机额定
功率/kW热态密度/
(kg·m−3)冷态密度/
(kg·m−3)泵进口压
力/MPa泵进口温
度/℃16 800 60 78%(额定工况) 749 1 006 14.99 289.1 1 490 4 500 从表2可以看出,国产化1.4313牌号不锈钢在室温下的屈服强度达到了C1的指标,抗拉强度、延伸率和断面收缩率均优于C1;在高温下的抗拉强度也明显优于C1。
物理
性能室温性能 高温性能 屈服强
度/MPa抗拉强
度/MPa延伸率/% 断面
收缩率/%屈服强
度/MPa抗拉强
度/MPa要求值 ≥635 780~980 ≥15 ≥40 ≥525 ≥620 C3/C4 723 897 20.5 64 628 705 C1 740 821 18 70 630 677 由于对原材料关键路径的提早识别并制定方案,原材料供货未对总体进度造成大的影响。
-
一台核主泵包含总计上千件零部件,其中主体部件超过200项,单件结构复杂,加工难度大,需要进行大量的工艺攻关。因此有必要选择部分具有代表性的零部件作为加工工艺攻关的模拟件,以验证工艺为目的,对原材料不做要求,无需严格执行质保要求,尽快摸索和固化加工工艺。经过反复讨论,最终确定叶轮(见图2)、导叶、叶轮罩、下泵轴、密封室(见图3)、密封室盖、活塞环、内外折流管、下部隔热体、主紧固件(主螺栓&主螺母)、轴承套筒等11项开展模拟件攻关。这几项零部件涉及到曲面、薄壁、内外径连续变化、深孔、大尺寸螺纹、滚压、研磨、喷丸、镀铬、爆炸喷涂等不同加工工艺,以及空间异形的尺检、长轴跳动检查和动平衡、极高精度形位公差的检查等检验工艺,积累了大量的经验。模拟件的试制为之后的正式制造奠定了坚实基础。

图 2 叶轮
Figure 2. Impeller
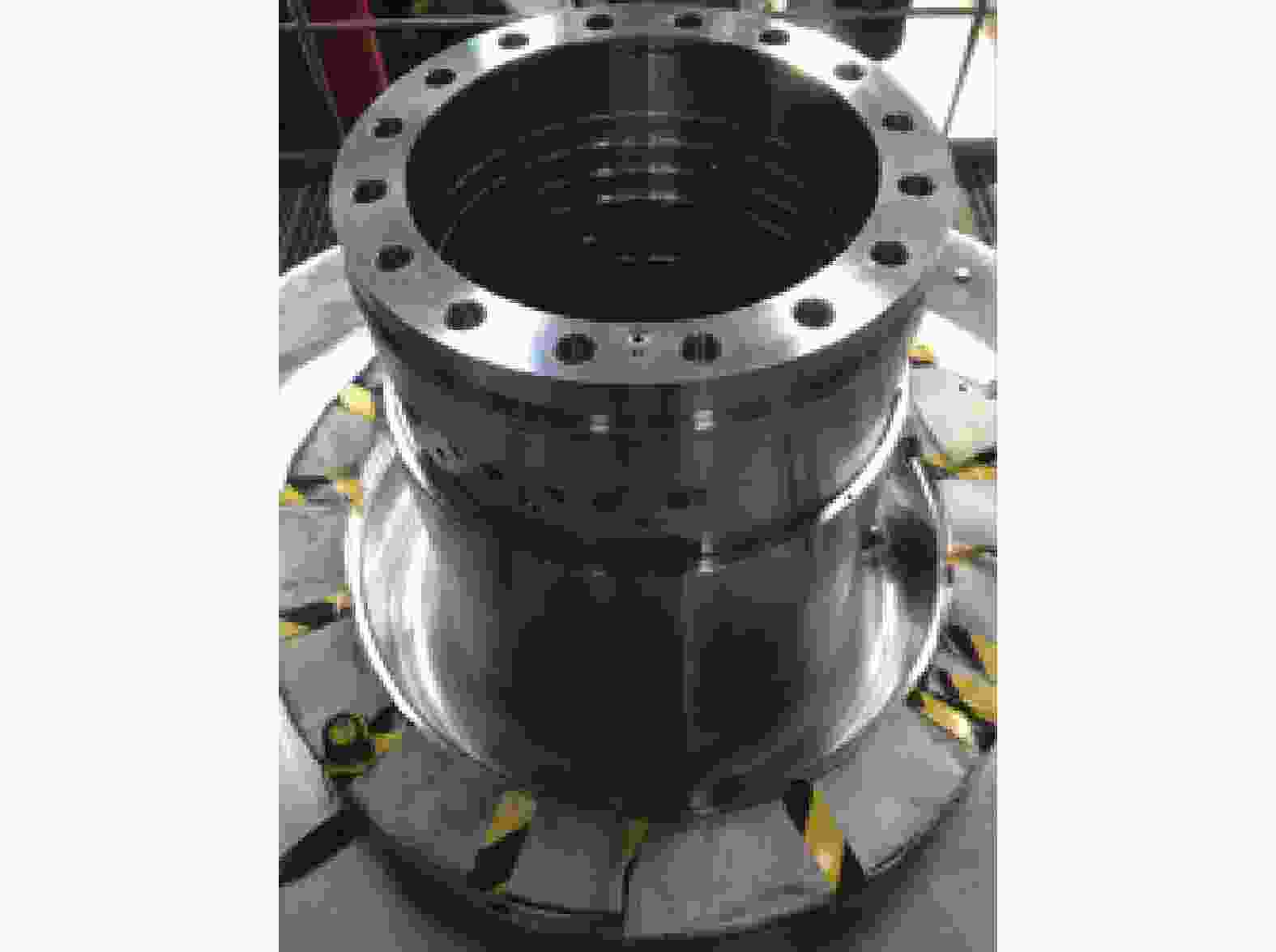
图 3 密封室
Figure 3. Seal housing
-
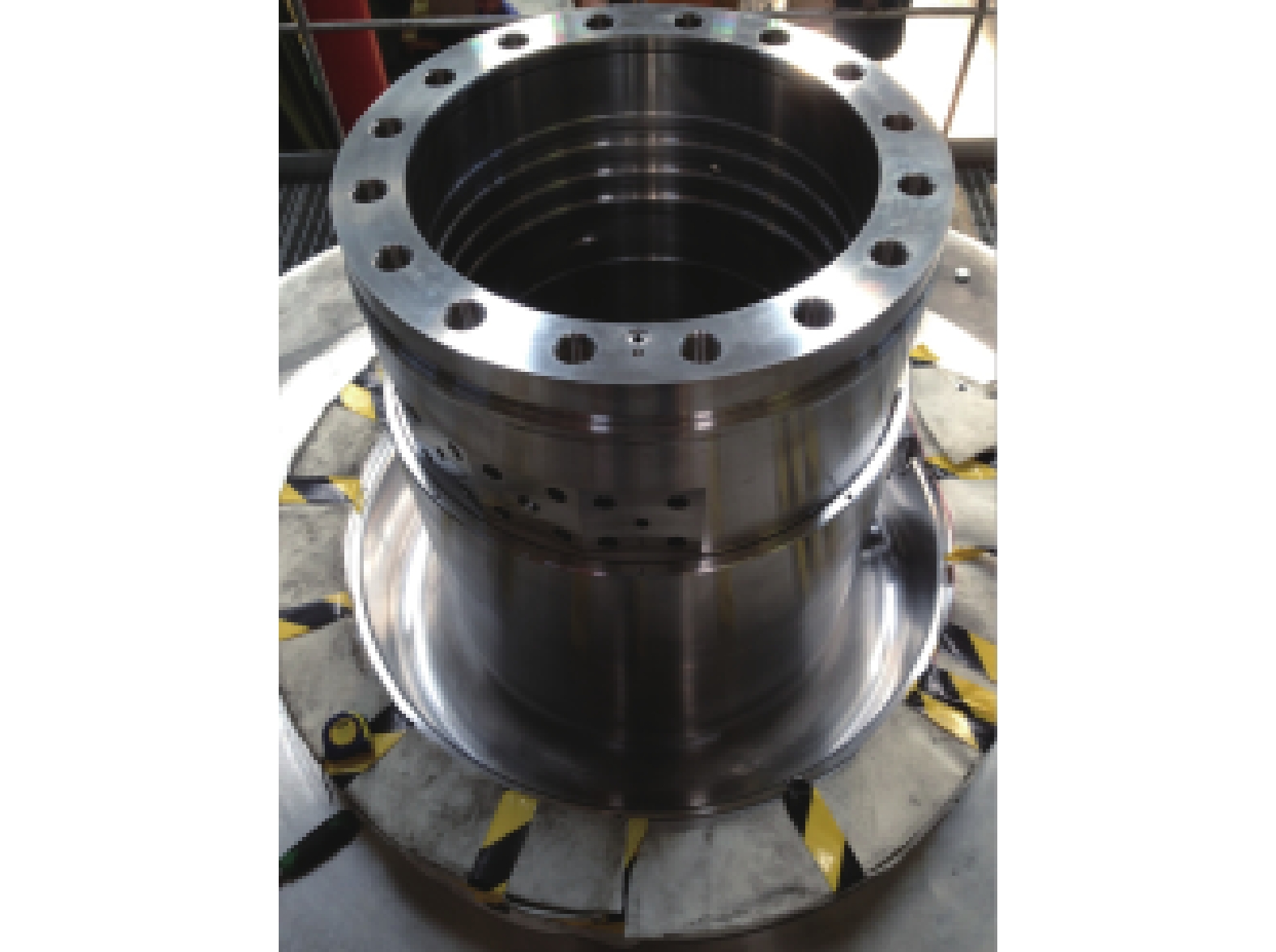
核主泵电机支座(见图4)是大型焊接结构件,其作用是提供安装机械密封组件的操作空间,容纳泵部分的双向推力轴承和油密封,并承载位于其上部的电动机的重量。其制造难点在于作为焊接件需要在考虑焊接变形的情况下,保证同安装在其内部的双向推力轴承和油密封组件等精密加工件的装配接口尺寸精度要求。

图 4 核主泵电机支座(倒置)
Figure 4. Motor pedestal of RCP (upside down)
电机支座上端主法兰面直径约2.2 m(法兰面包含三个外伸的横向阻尼器安装孔),最大尺寸近3 m,总高约7 m,总重超过7 t,是加工难度最大的单件之一。经过慎重讨论和研判,引入了对大型焊接结构件具有丰富经验的哈尔滨电机厂组成联合团队开展电机支座的攻关。
通过对现有资料的分析,并结合电机支座内外部各接口尺寸要求,联合团队确认了电机支座主体由16件单件拼焊而成,包括平板、弧板、锥形筒身、环锻件以及各种附件,涉及到44处焊缝;同时还有不同尺寸内径、开槽、通孔、盲孔、深孔、螺纹、平面、斜面等大量的机加工作。联合团队先后完成了总图和拆件图的出图,焊接计划的编制,焊接工艺文件和无损探伤工艺文件的固化,加工履历卡编制等工作;在焊接变形控制、机加工序优化、形位公差保证、装卡工具设计、大尺寸工件机加时的变位等方面进行了大量的技术攻关。电机支座一度成为了影响进度的主要因素,在此期间,也经历了多次的返修返工,甚至由于对焊接变形预判不足,不得已报废了加工已接近尾声的上部锥形筒身。最终在参与各方的共同努力下,圆满完成了任务。
-
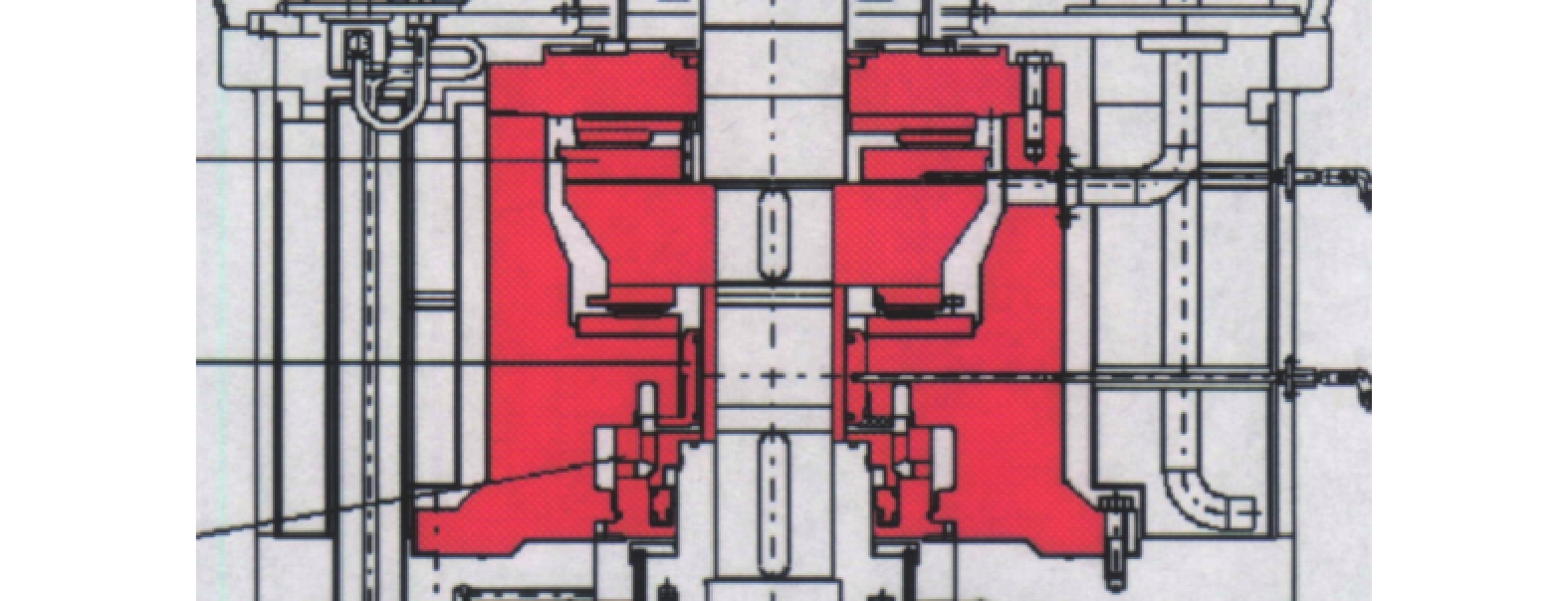
双向推力轴承(见图5)是核主泵润滑油系统的核心部件,是核主泵的重要配套设备之一。其采用油介质润滑,在功能上承载泵转子的双向轴向力和径向力,要求能够承载较大的轴向力。双向推力轴承采用动压润滑原理以保证长期运行,并且能够在核主泵停机时确保其安全惰转,不发生卡转子事故[12]。
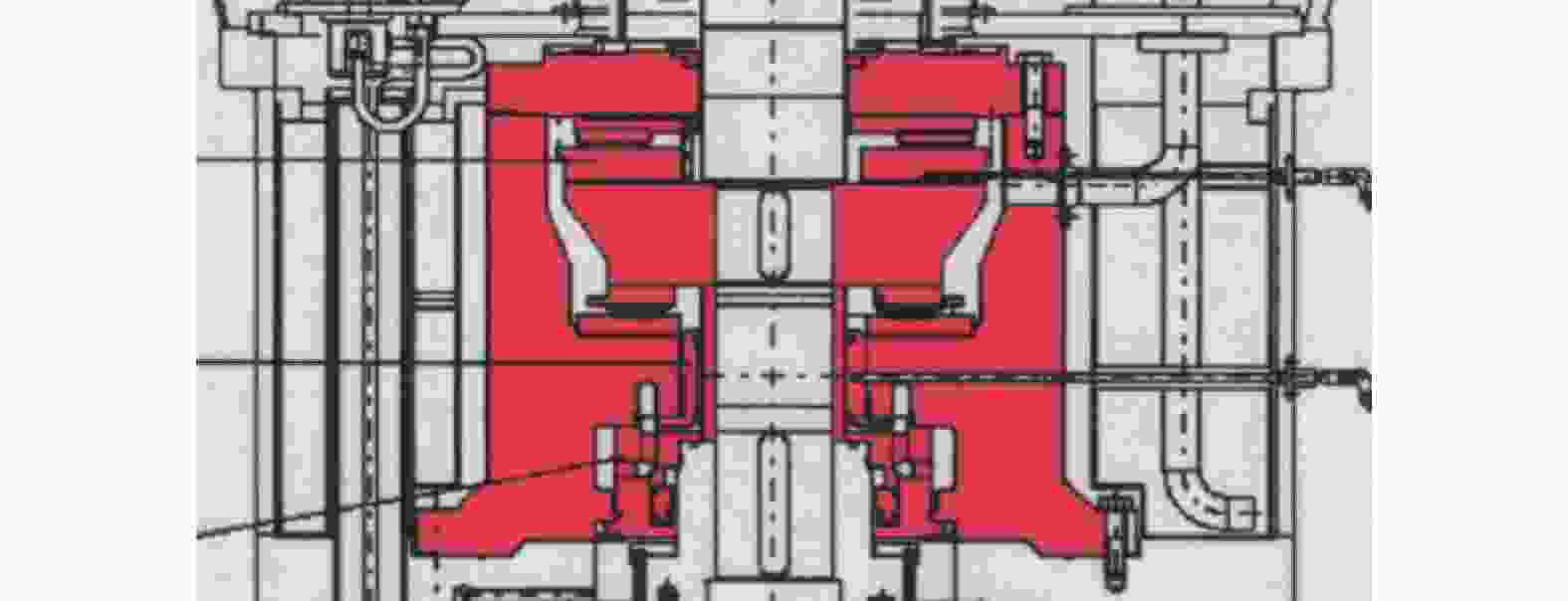
图 5 推力轴承示意图
Figure 5. Thrust bearing (sketch)
大型双向推力轴承的研发,核心难点在于如何保证高承载、低功耗、长寿命和易维护,并且需开发专门的高载荷多工况试验台架进行验证。C3/C4核主泵的推力轴承采用了滑动轴承结构,主要由轴承室、轴承室盖、推力盘、主推力轴承瓦块、副推力轴承瓦块、径向轴承等组成。轴向载荷的承载主体为推力盘和主、副推力瓦块,其中主推力瓦块是最主要的承载部件,在核主泵的不同运行工况下承担不同的载荷,例如正常运行状态下约794 kN的的高载荷,系统水压试验时更要求短时承受高达2 150 kN的载荷。同时,核主泵长期运行中,泵的轴系(转子)存在轴向和径向的振动,使得推力轴承始终处于动态稳定中,载荷并非均匀分布,这对轴向推力瓦的设计提出了非常苛刻的要求,而总包方在此基础上更提出将运行时的瓦温再进一步降低3~5 ℃的要求。
为确保轴承能够均匀承载,主、副推力瓦块(见图6)采用了周向均布的扇形瓦,每一块扇形瓦底部安装一个加工为球面的支枢,瓦块整体放置在一个横截面为倒“U”型的弹性板上。瓦块、支枢和弹性板共同组成了一套柔性支撑的承载结构,球面支枢同弹性板之间为点接触,保证了瓦块的全向自由度,也即随着载荷的大小和方向的变化,每一块推力瓦都可以保持动态稳定。同时,当轴向载荷产生较大波动时,底部起支撑作用的弹性板通过倒“U”型的形状获得了更好的弹性变形。为了达到将瓦温再进一步降低的目的,根据轴承运行时瓦面油膜的压力分布情况对轴瓦的结构中心和载荷中心进行了深入分析,并将支枢在瓦块背面的支点位置进行了优化设计,将原设计的中心支撑调整为偏心支撑。这一整套设计非常巧妙地在有限的空间内实现了所需的性能,有效地降低了推力瓦块的工作比压。
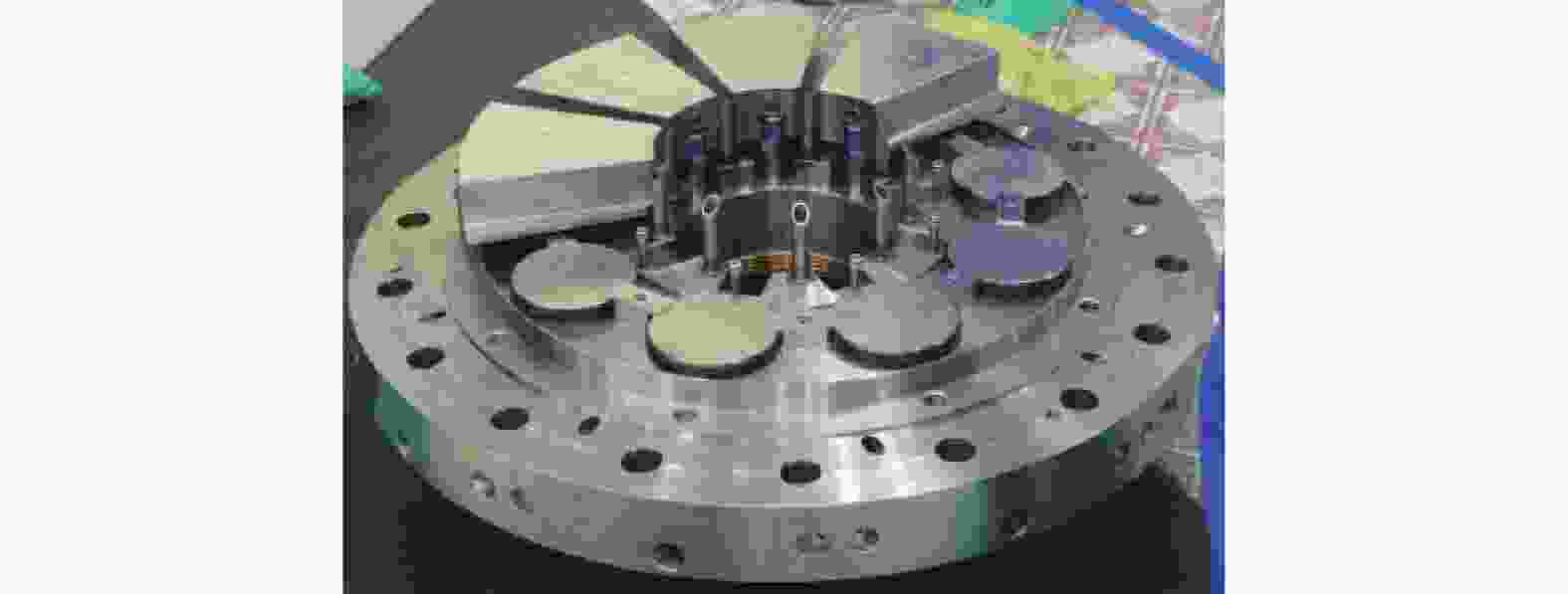
图 6 主推力瓦和弹性板
Figure 6. Main thrust pad and spring plate
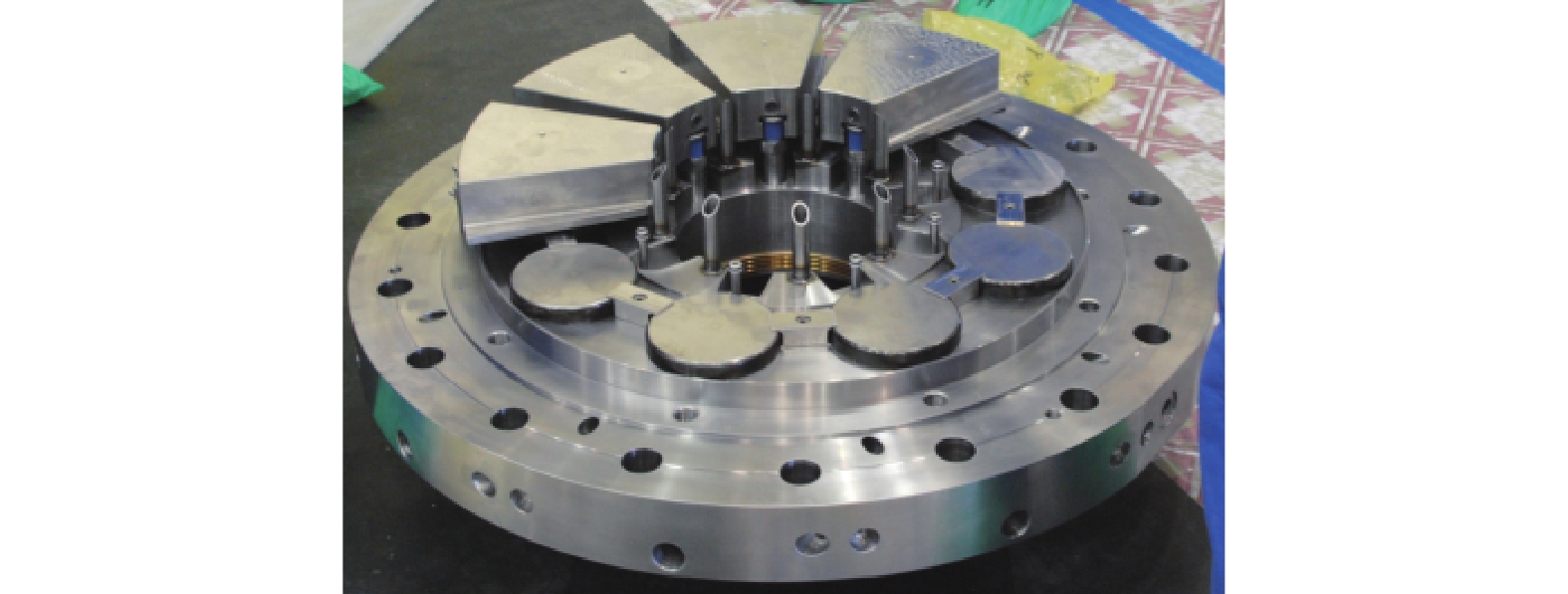
在结构设计上,推力盘和推力瓦块放置在一个独立的轴承箱体内(见图7),整个润滑油系统的油路都通过深孔钻加工在轴承箱体和箱盖内,没有外接的油管。这种模块化设计保证了推力轴承组件的快速组装和更换。

图 7 推力轴承(组装后)
Figure 7. Thrust bearing (assembled)
在轴承试验台的研发上,也陆续完成了台架设计、加载器设计、高压油路设计、多测点布置等攻关,实现了对核主泵推力轴承性能的全面考核验证。试验结果证明,国产化核主泵双向推力轴承的运行载荷、瓦温、瓦块振动、启停机状态等各项性能都完全达到了设计要求[13]。
-
油密封是核主泵润滑油系统的重要组成部分,用于对推力轴承的旋转部分和静止部分之间泄漏的润滑油进行密封。油密封为一组流体动压机械密封,以润滑油为工作介质,在动环和静环之间形成动压油膜,实现动静环之间仅少量可控的油泄漏。通过油密封泄漏出的少量润滑油被收集到内部的集油槽内,当集油槽油量累计到一定量后,将自动启动油系统内置的泄漏油泵,将油抽回到轴承室内。
油密封的额定工况为油压0.35 MPa,油温60 ℃,但核主泵本身并未设置对油密封泄漏量的监控,一旦工况变化使润滑油的泄漏量增大,将导致轴承室的油量快速减少,触发保护停泵,因此在开发过程中必须考虑工况的变化对泄漏量的影响。油密封研发提出的工作压力范围为0~0.6 MPa,工作温度范围为20~80 ℃,要求泄漏量为3.0~5.0 L/h,并且在此基础上进一步提出油密封样机需完成400次模拟启停机试验以及累计不少于5 000 h的寿命考核试验。
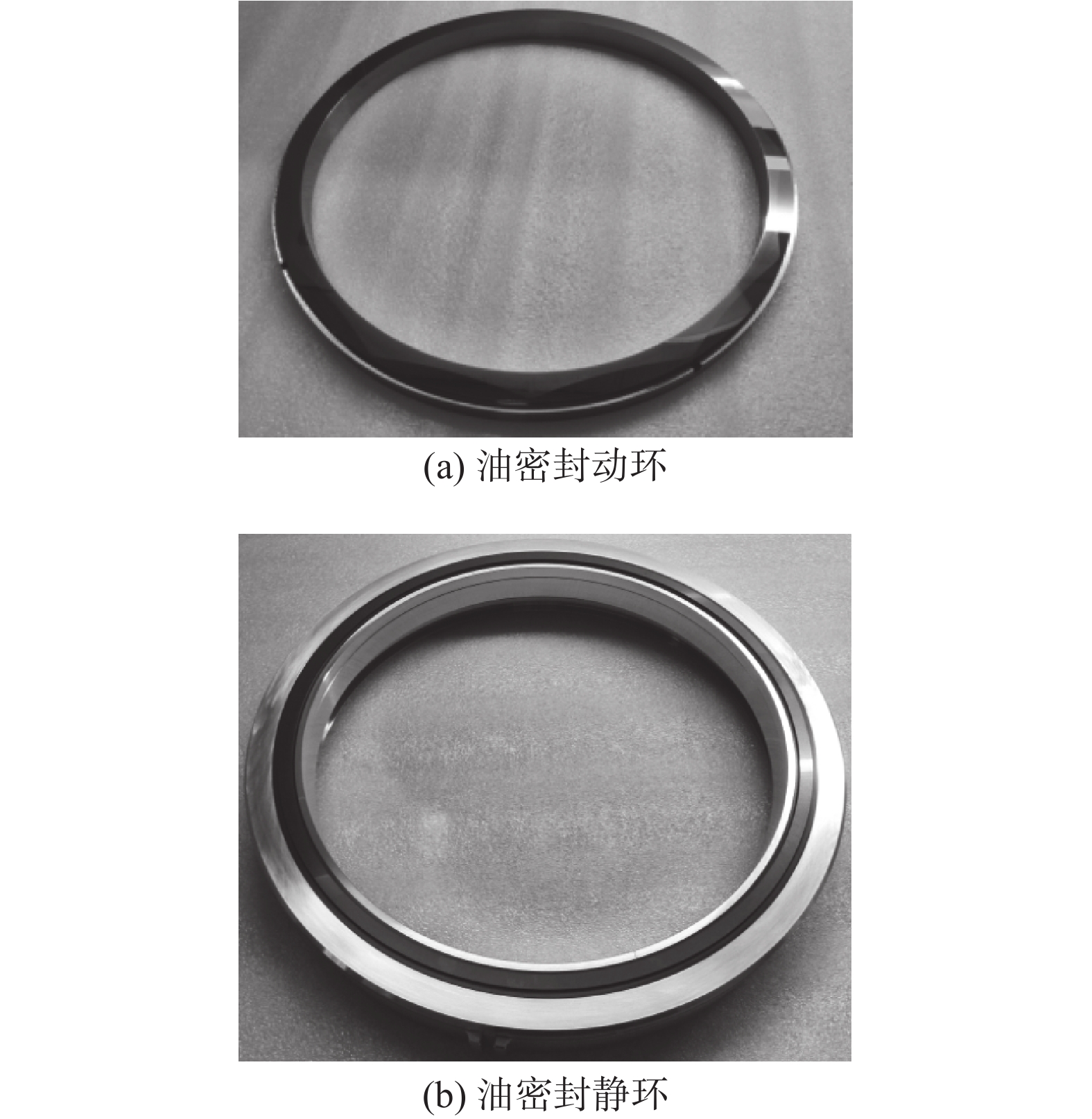
从2011年立项开始,整个研发过程中陆续进行了摩擦副材料配对、流体动压波形面选型和加工、硬质合金镶装工艺研究等技术攻关,并进一步对密封端面受热受力变形进行了流固耦合分析,取得了理论研究上的突破。至2013年4月顺利完成了样机各项试验,实现了油密封的国产化。图8为油密封实物图,其中的动环(a)的密封端面采用硬质合金,其密封面经精密研磨形成微米级的流体动压波形(波坝),静环(b)的密封端面则采用石墨,表面经研磨达到极高的平面度。当动环随泵轴转动,润滑油在动环的动压波坝和静环表面之间流动产生流体动压效应,形成高刚度油膜,确保可控、稳定、较低的润滑油泄漏。
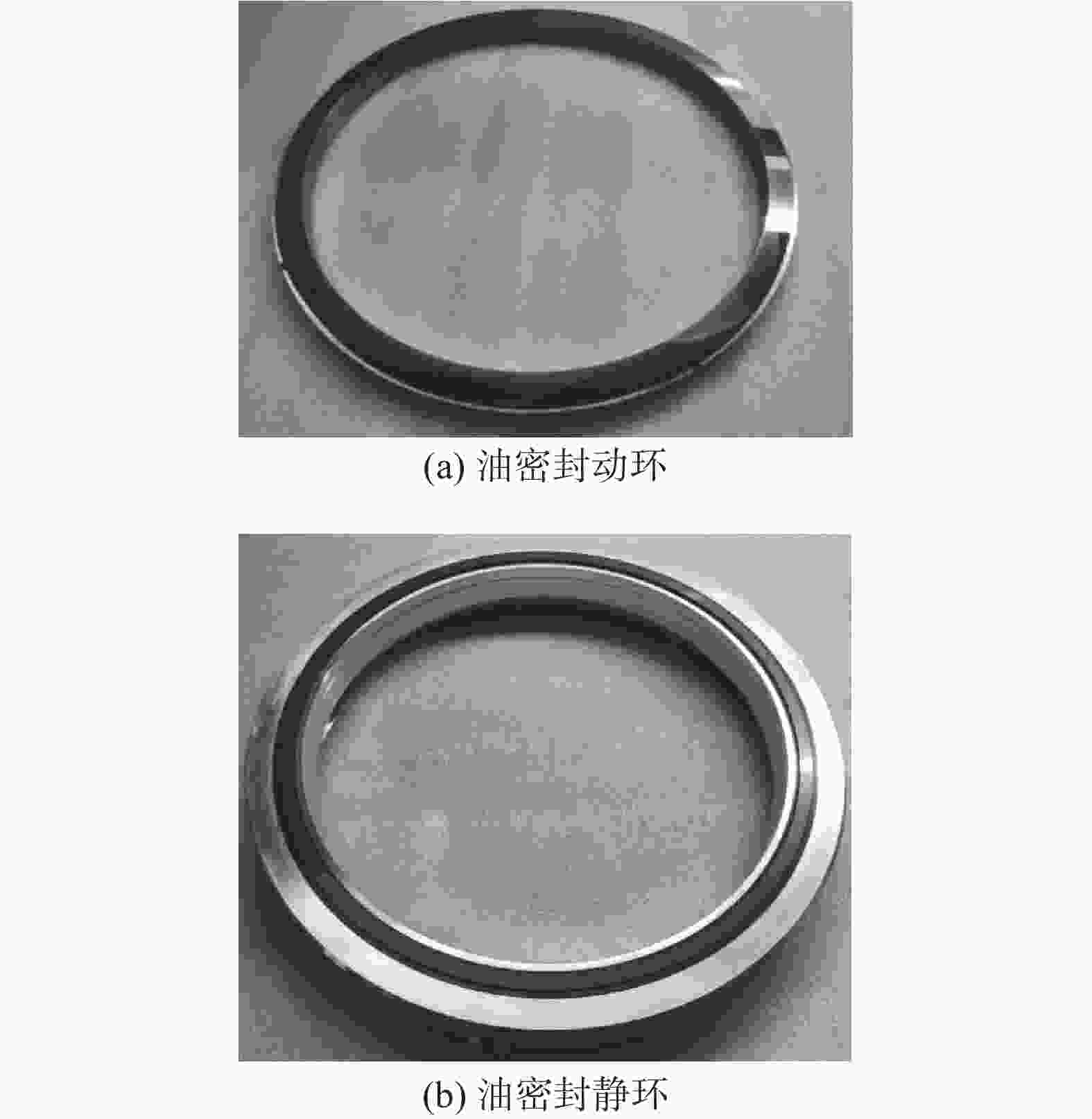
图 8 油密封动环和静环
Figure 8. Rotating and stationary glide rings of oil seal
-
除了上述几项,在核主泵的国产化过程中还完成了油叶轮/油导叶、旋液分离器、高压冷却器、油冷却器、辅助系统阀门等一批配套物项的国产化研发,大胆应用了一些新的工艺和技术,如爆炸喷涂、表面渗氮、精密研磨等,在核主泵国产化研发上取得了整体性的突破。
-
全流量试验作为核主泵国产化的最后一关,需要在试验台架上对设备进行全面的性能验证,要实现在290 ℃和15 MPa的额定工况下对核主泵的水力性能进行测试,并要模拟规格书规定的各种事故工况,确保核主泵能够达到预期的要求。
2015年2月,C3/C4项目首台国产化核主泵在全流量试验台上陆续进行了冷热态启停机、冷热态水力性能、机械密封性能、轴承跑合、振动和轴位移、NPSH等常规性能试验,以及注入水断失、冷却水断失、双断水、断电(模拟SBO)等事故工况试验,并完成了热态工况200 h连续运行耐久试验,业主方全程见证了全流量试验的完成,对核主泵的国产化给予了高度评价,这也标志着历时六年的C3/C4项目核主泵国产化工程顺利完成。
通过严苛的全流量全工况验证试验,国产化核主泵的性能满足了全部的技术要求,并在机组效率、NPSHr、轴振动、轴承瓦温等部分性能上体现出优于国外设备或持平的结果(见表3)。
表 3 国产和进口核主泵性能对比
Table 3. Performance comparison of localized and imported RCP
参数 要求值 进口 国产化首台 机组效率 >78% ~78.85% ~78.8% NPSHr/m <60 ~60 57.55 轴振动/μm Smax<120 115~130 108~112 推力轴承瓦温/℃ <110 90~92 78~80 轴密封泄漏量/(L·h−1) <50 ~3.6 6.4~6.7 -
“300 MW核电站反应堆冷却剂泵组”项目获得中国核能行业协会科学技术一等奖,并为海外“华龙一号”项目巴基斯坦卡拉奇2&3号机组1 000 MW核电站反应堆冷却剂泵组的制造奠定了基础。
核主泵的国产化对于我国发展高端装备制造业有着重要的指导意义。回顾核主泵国产化的过程,技术路线选择、项目策划、主线路径把控、配套厂家选择都是成功的关键因素。这不仅是实现了核主泵单一设备的国产化,也为高端装备国产化摸索出一条可供参考的切实可行的方法。通过在C3/C4项目的300 MW级核主泵国产化过程中积累的经验,我国第三代核电技术“华龙一号”配套的百万千瓦级核主泵也于2019年完成全流量台架试验,顺利实现了国产化,目前已经助力海外“华龙一号”首堆——巴基斯坦卡拉奇2#机组顺利投运。而在核电产业国产化道路上,中国仍然在向纵深发力,例如一些电气仪控类设备还在积极探索国产化。当下,中国已经成为世界唯一一个拥有全门类产业的工业化国家,并且正在从制造大国走向制造强国,中国已经从“用市场换技术”全盘引进西方技术的模式,逐渐走向“借鉴改进,自主创新”和“精细化、集约化”。
大型核电站的设计建造充分体现了我国核电产业的成熟和发达程度,同装备制造业更是密不可分。核主泵成功实现国产化,为我国核电站的整体出口消除了一个重要的不确定因素,将能够持续助力中国核电产业“走出去”。
出口核电项目核主泵国产化历程回顾和展望
DOI: 10.16516/j.gedi.issn2095-8676.2022.02.016
CSTR: 32391.14.j.gedi.issn2095-8676.2022.02.016
作者简介:


通讯作者:
Review and Prospect of Localization of Reactor Coolant Pump for Export Nuclear Project
-
摘要:
目的 随着我国核电产业“走出去”战略的推进,对核电装备自主供货的要求也越来越高,特别是在当下中美贸易摩擦的背景下,更加要求核心装备的国产化。 方法 以我国出口核电站核心设备——反应堆冷却剂泵国产化的顺利实现为例,就高端装备的国产化路线和方法做一些探讨。 结果 反应堆冷却剂泵(核主泵)是技术难度最高和最复杂的压水堆核电站核岛主设备,其作为两用物项同时也是出口管制设备。我国在出口核电项目上,依托国内迅猛发展的大型装备制造业能力,顺利实现了核主泵的国产化。 结论 核主泵的国产化打破了发达国家对核主泵供货的垄断地位,夯实了我国作为核电装备制造业强国的地位,也为未来其他高端核心装备的国产化提供了可供借鉴的经验。 Abstract:Introduction With the promotion of the "going out" strategy of China's nuclear power industry, the ability of independent supply of nuclear power equipment is more important for export of NPP. Especially in the context of the current Sino-US trade friction, the localization of core equipment is more required. Method Based on the successful achievement of localization of RCP for an international NPP project exported by China, the route and method of localization of high-tech equipment was analyzed. Result As the most technically complicated main equipment of NI and also as export controlled dual-use item and replying on the rapid development of heavy equipment manufacturing in China, the localization of Reactor Coolant Pump (RCP) has been finally achieved for an international NPP project. Conclusion It broke down monopoly of the developed countries on supply of RCP, and solidified China's position as a great power of nuclear power equipment manufacturing. It also provided practical experience on design and production of high-tech equipment. -
Key words:
- nuclear power equipment /
- independent supply /
- localization /
- reactor coolant pump /
- RCP
-
表 1 核主泵主要技术参数
Tab. 1. Major technical data of RCP
设计流量/
(m3·h−1)设计扬
程/m机组总
效率工作介质 额定工况 电机额定
转速/rpm电机额定
功率/kW热态密度/
(kg·m−3)冷态密度/
(kg·m−3)泵进口压
力/MPa泵进口温
度/℃16 800 60 78%(额定工况) 749 1 006 14.99 289.1 1 490 4 500  下载: 导出CSV
下载: 导出CSV
物理
性能室温性能 高温性能 屈服强
度/MPa抗拉强
度/MPa延伸率/% 断面
收缩率/%屈服强
度/MPa抗拉强
度/MPa要求值 ≥635 780~980 ≥15 ≥40 ≥525 ≥620 C3/C4 723 897 20.5 64 628 705 C1 740 821 18 70 630 677
下载: 导出CSV
表 3 国产和进口核主泵性能对比
Tab. 3. Performance comparison of localized and imported RCP
参数 要求值 进口 国产化首台 机组效率 >78% ~78.85% ~78.8% NPSHr/m <60 ~60 57.55 轴振动/μm Smax<120 115~130 108~112 推力轴承瓦温/℃ <110 90~92 78~80 轴密封泄漏量/(L·h−1) <50 ~3.6 6.4~6.7
下载: 导出CSV
-
[1] 郭鹏. 压水堆主冷却剂泵的发展 [J]. 装备机械, 2010(4): 43-48. GUO P. Development of PWR reactor coolant pump [J]. The Magazine on Equipment Machinery, 2010(4): 43-48. [2] 黄经国. 压水堆核电厂冷却剂主循环泵的技术历程和发展(Ⅰ) [J]. 水泵技术, 2009(4): 1-8. HUANG J G. The technical process and development of the reactor coolant pump in PWR (Ⅰ) [J]. Pump Technology, 2009(4): 1-8. [3] 黄经国. 压水堆核电厂冷却剂主循环泵的技术历程和发展(Ⅱ) [J]. 水泵技术, 2009(5): 1-7. HUANG J G. The technical process and development of the reactor coolant pump in PWR [J]. Pump Technology, 2009(5): 1-7. [4] 夏斌, 丁斐. 浅谈反应堆冷却剂泵 [J]. 产业与科技论坛, 2020, 19(21): 51-52. DOI: 10.3969/j.issn.1673-5641.2020.21.024. XIA B, DING F. Brief talk about reactor coolant pump [J]. Estate and Science Tribune, 2020, 19(21): 51-52. DOI: 10.3969/j.issn.1673-5641.2020.21.024. [5] 李中双, 符伟, 陈兴江, 等. 轴封型反应堆冷却剂泵结构的对比分析 [J]. 水泵技术, 2014(2): 26-28. LI Z S, FU W, CHEN X J, et al. Comparative analysis of the structure of the shaft-dealed reactor coolant pump [J]. Pump Technology, 2014(2): 26-28. [6] 王峰, 朱伟. 反应堆核主泵轴密封的设计特点 [J]. 城市建设理论研究(电子版), 2017(3): 138-139. DOI: 10.19569/j.cnki.cn119313/tu.201703091. WANG F, ZHU W. Design features of shaft seal of reactor coolant pump [J]. Theoretical Research in Urban Construction, 2017(3): 138-139. DOI: 10.19569/j.cnki.cn119313/tu.201703091. [7] 朱向东, 李天斌. 浅谈核主泵的国产化 [J]. 通用机械, 2014(7): 19-23. DOI: 10.3969/j.issn.1671-7139.2014.07.003. ZHU X D, LI T B. Brief talk about the localization of RCP [J]. General Machinery, 2014(7): 19-23. DOI: 10.3969/j.issn.1671-7139.2014.07.003. [8] 冯晓东, 吴大转, 杨立峰, 等. CNP1000轴封式核主泵技术 [J]. 排灌机械工程学报, 2016, 34(7): 553-560. DOI: 10.3969/j.issn.1674-8530.15.0162. FENG X D, WU D Z, YANG L F, et al. Technology of CNP1000 shaft-sealed reactor coolant pump [J]. Journal of Drainage and Irrigation Machinery Engineering, 2016, 34(7): 553-560. DOI: 10.3969/j.issn.1674-8530.15.0162. [9] 朱伟, 王峰, 王永革, 等. 压水堆核电站主泵的装配技术和管理 [J]. 核动力工程, 2019, 40(6): 144-148. DOI: 10.13832/j.jnpe.2019.06.0144. ZHU W, WANG F, WANG Y G, et al. Technology and management of reactor coolant pumps assembling in pressurized water reactors [J]. Nuclear Power Engineering, 2019, 40(6): 144-148. DOI: 10.13832/j.jnpe.2019.06.0144. [10] 韩惠东, 贾允, 张宇东. 轴封型核主泵全流量试验技术研究及试验分析 [J]. 大电机技术, 2017(2): 21-23. DOI: 10.3969/j.issn.1000-3983.2017.02.005. HAN H D, JIA Y, ZHANG Y D. Technology research and test analyses of shaft sealing reactor coolant pump full load test [J]. Large Electric Machine and Hydraulic Turbine, 2017(2): 21-23. DOI: 10.3969/j.issn.1000-3983.2017.02.005. [11] ISE/31. Steel for quenching and tempering: DIN EN 10088-3 [S]. Brussels: European Committee for Standardization, 2006. [12] 蔡龙. 核主泵推力轴承主瓦温差与装配关系研究 [J]. 电站系统工程, 2017, 33(4): 71-74. CAI L. Research on relation of RCP thrust bearing pads temperature difference and assembly [J]. Power System Engineering, 2017, 33(4): 71-74. [13] 鲁学良. 反应堆冷却剂泵推力滑动轴承试验台液压加载系统研究 [D]. 长沙: 湘潭大学, 2013. LU X L. Development of the hydraulic loading system of a test rig for a reactor coolant pump thrust bearing [D]. Changsha: Xiangtan University, 2013. -


图(8) / 表 (3)
计量
- 文章访问数: 820
- HTML全文浏览量: 220
- PDF下载量: 68
- 被引次数: 0
