

-
燃煤电厂是当前人类活动中最大的二氧化碳排放源,对燃煤电厂烟气中的二氧化碳进行捕集是大幅减少碳排放以应对气候变化的重要手段之一[1,2]。燃烧后胺化学吸收法是现阶段最具工业化前景的烟气二氧化碳捕集技术之一[3],国际上已有燃煤电厂大型碳捕集项目投入运行的案例,如加拿大边界大坝碳捕集项目,其自2014年投入运行以来已累计捕获超过250万t CO2[4]。但胺化学吸收法仍存在碳捕集能耗高等问题,该技术仍需进一步优化改进[5]。目前降低能耗的方法包括采用新型胺吸收剂和对碳捕集工艺流程进行改进[6,7]。
在众多新型胺吸收剂研究报道中,混合胺吸收剂由不同特性胺类复配组成的混合胺吸收剂在能耗和稳定性等方面有明显的优势,且相比相变吸收剂和离子液体吸收剂等新型吸收剂,其应用条件更加成熟,因此在现阶段可用于替代传统MEA吸收剂[8]。在我们先前的研究工作中,由30%MDEA和20%PZ组成的混合胺液碳捕集再生能耗相比MEA吸收剂降低了20%以上,具备较好的应用价值[9]。
在众多碳捕集工艺流程改进研究中,富液分流工艺是一种能回收解吸塔顶出口水蒸气热量的简捷有效的改进方法[10]。它是在常规工艺的基础上将吸收塔底出来的冷富液分流出一股,该股分流不经过贫富液换热器回收热贫液热量而是用于回收解吸塔顶部出口物流中的热量[11]。同时由于进入贫富液换热器的富液流量减少而有助于提高出口富液流温度,进入解吸塔后能够提高水蒸汽分压而强化CO2分离的驱动力,从而有助于降低系统能耗[6]。分流比是影响系统能耗的关键因素,Li等[12]发现分流比在低于0.45时有利于节能并在分流比为0.25时达到最佳效果,过高的分流比虽然能够减少水蒸气潜热的消耗,但需要提升冷富液温度所需的显热大幅提高而增加了再沸器负荷。Xue等[13]在以MEA为吸收剂时通过简单的富液分流工艺使系统再沸器热负荷由3.46 GJ/t CO2下降至3.19 GJ/T CO2,降低了4.6%。富液分配流的布置还可以借助配置多个换热器进一步优化而回收解吸系统中更多的热量[11,14]。Zhao等[15]通过分流的冷富液在增加的冷凝换热器中回收热量后与另一股经贫富液换热器出来的分流合并后共同注入解吸塔,比简单富液分离工艺的热负荷节约量从4.7%增加至6.4%,同时冷凝负荷下降了60.9%。Lin等[16]采用了富液分流并额外布置冷凝器换热器和贫富液换热器的复杂工艺,在以MEA为吸收剂时其系统当量功耗下降6.2%。
结合新型吸收剂和改进工艺将是进一步降低系统能耗的有效方法。然而相关研究仍少有报道,且许多富液分流工艺研究均是基于MEA吸收剂开展的,同时富液分流工艺存在多种布置方式,不同吸收剂对工艺系统的匹配性将存在明显差异。因此本文将在先前研究基础上,着重研究MEA和MDEA/PZ两种吸收剂在不同富液分流工艺下的能耗水平和解吸特性,考察贫液负荷和富液分流比的影响作用,从而为碳捕集系统解吸端的优化设计提供指导。
HTML
-
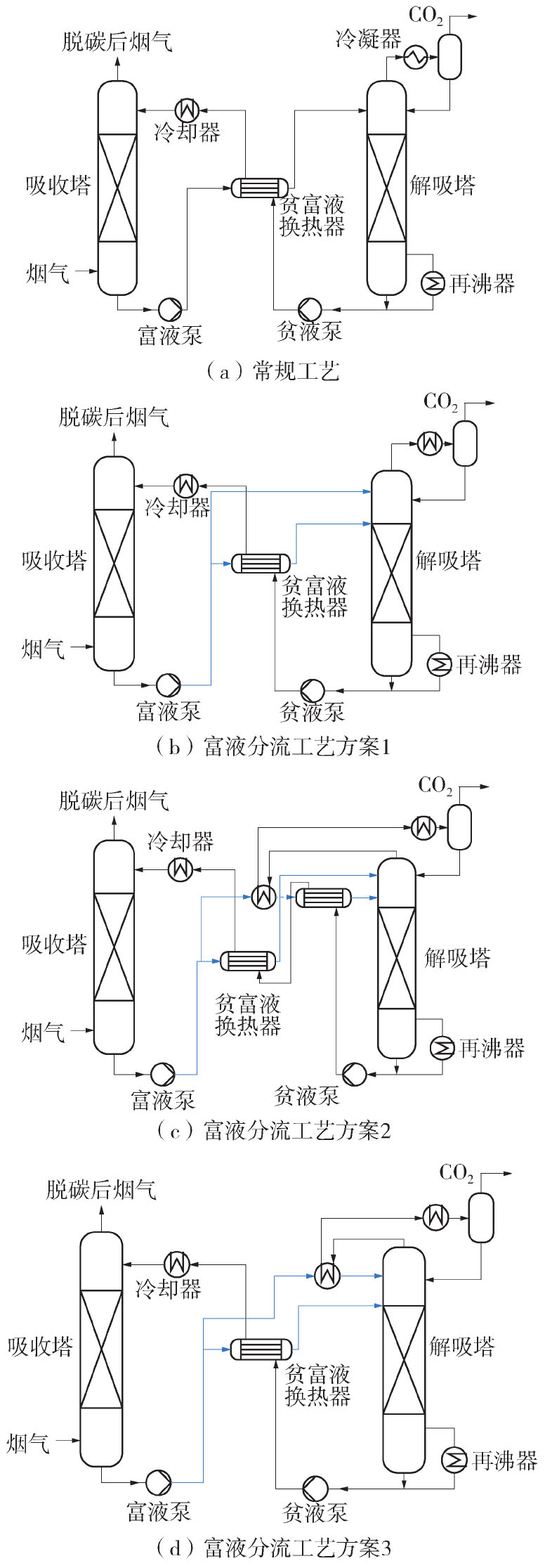
本文将以常规碳捕集工艺为参照,对比分析MEA和MDEA/PZ吸收剂在三种不同富液分流方案的碳捕集能耗水平和解吸过程特性,如图1所示。

Figure 1. Flowsheet of CO2 capture process
富液分流方案1如图1(a)所示,分流的冷富液从第1塔级注入解吸塔中,另一股经贫富液换热器后从第2塔级注入解吸塔中。富液分流方案2如图1(b)所示,分流的冷富液先后与解吸塔出口气和解吸塔底出来的热贫液换热注入解吸塔第2塔级,而原经贫富液换热器的富液则注入解吸塔第1塔级。富液分流方案3如图1(c)所示,分流的冷富液流先经解吸塔出口的冷凝器后再注入解吸塔第1塔级。
-
CO2捕集规模是100万t/年,设计年运行时间为5 500 h/年,处理烟气量1 083.625 t/h;指定CO2捕集率为90%,解吸塔出口CO2纯度98%。烟气组成参照某1 GW电厂实际测量结果,经预处理后进入吸收塔的烟气组成为:18.64 wt%CO2、72.11 wt%N2、4.37 wt%H2O和4.88 wt%O2,忽略烟气中残余硫氮氧化物和粉尘颗粒的影响,温度313.15 K。根据先前研究结果,30 wt%MDEA和20 wt%PZ组成的混合胺吸收剂在贫液负荷为0.08时,以及作为基准比较的MEA吸收剂浓度为30 wt%且贫液负荷为0.25时,这两种吸收剂都取得能耗最优,故选择对应的吸收剂组成[9];流量通过吸收塔设计计算得到。
-
采用Aspen plus自带的专用胺数据包进行计算[17],采用Rate-based模型进行计算,其充分考虑了反应热力学和动力学,相比Equilibrium模型更接近于实际过程。选用ENRTL-RK模型和PC-SAFT状态方程分别计算液相和气相性质。CO2、O2和N2作为亨利气体,采用亨利定律进行计算。具体模型参数描述参考论文[9]。吸收塔和解吸塔采用严格的多级气-液精馏操作单元RadFrac模块,其中初始计算吸收塔和解吸塔直径为16 m和10 m,塔高分别为25 m和8 m,塔级均为20级,填料为Mellapak 250Y,其中第20级为再沸器,解吸塔出口气经冷凝分离后所得冷凝水重新注入到解吸塔第1塔级。为简化计算和保证收敛,换热器采用简单的模型,物流间的通过设置热流进行热交换。
1.1 碳捕集工艺流程
1.2 工艺设计参数
1.3 Aspen plus模型参数
-
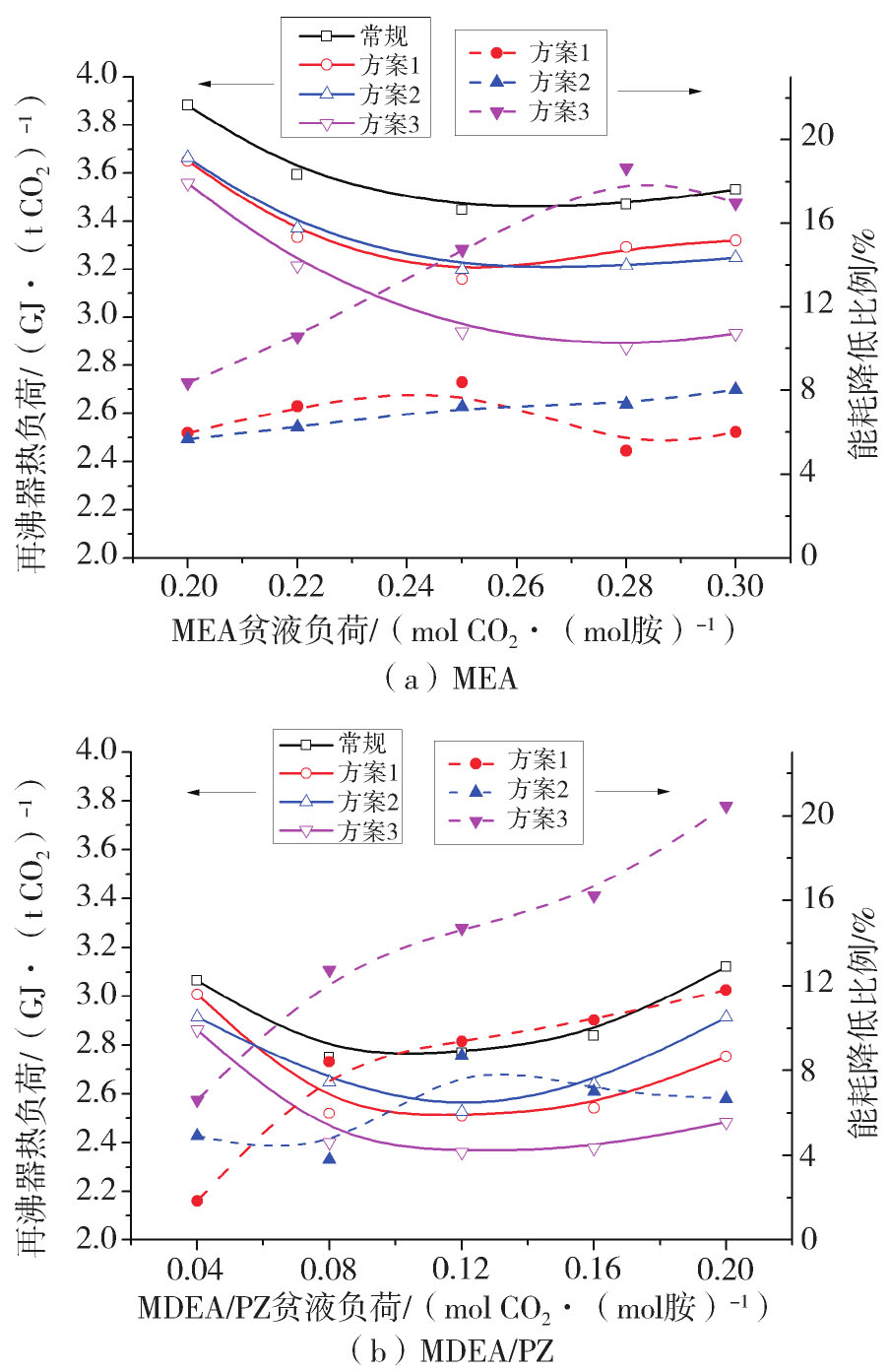
如图2所示,对MEA和MDEA/PZ两种吸收剂,采用常规工艺或富液分流工艺时,随贫液负荷的增加,再沸器的热负荷均呈现先降低后增加的趋势。这是因为低贫液负荷要求富液的再生程度高,导致需要消耗大量的水蒸汽帮助CO2解吸,使得再沸器负荷快速增加[12,15]。另一方面,当贫液负荷较高时,单位吸收剂的CO2吸收容量降低,为达到指定的CO2脱除率需要增加吸收液流量从而导致再生热耗增加[12,15]。相应的,从图3也可以发现,总冷负荷与热负荷随贫液负荷变化的趋势保持一致,均是先降低后增加。对常规工艺,MEA吸收剂和MDEA/PZ吸收剂分别在贫液负荷为0.25和0.08获得最低热负荷,为3.45 GJ/T CO2和2.75 GJ/T CO2。采用富液分流工艺后,热负荷和冷负荷明显得到有效降低。

Figure 2. Effect of lean load on reboiler heat duty

Figure 3. Effect of lean load on cold duty
如图2(a)所示,当吸收剂为MEA时,采用方案1和方案2富液分流工艺时对再沸器的影响差别较小,均在贫液负荷为0.25时获得最低值,分别为3.16 GJ/t CO2和3.20 GJ/t CO2,相比同等条件下常规工艺降低8.38%和7.25%。此外,方案1在低贫液负荷区降低热负荷效果优于方案2,而在高贫液负荷区则方案2效果较好。相比方案1和方案2,方案3对热负荷的降低效果更突出,如图2(a),在贫液负荷为0.28时再沸器热负荷为2.91 GJ/t CO2,比同等条件下常规工艺降低达16.00%。
如图2(b)所示,当吸收剂为MDEA/PZ时,相比常规方案,三种富液分流方案均有效降低了再沸器热负荷,且均在贫液负荷为0.12时取得最小值,分别为2.51 GJ/t CO2,2.53 GJ/t CO2和2.36 GJ/t CO2,相比同等条件下的常规方案下降9.38%,8.70%和14.7%。其中方案1和方案2在最佳贫液负荷时对应的热负荷较为接近,这与吸收剂为MEA时一致,但方案2在低贫液负荷时的效果比方案1的好,而在高贫液负荷时则方案1优于方案2,这种变化趋势与吸收剂为MEA时相反。此外,对比两种吸收剂在三种富液分流工艺下获得最小热负荷对应的贫液负荷,可以发现对于MEA吸收剂,方案1和方案2的与常规的保持一致,而方案3的则由常规的0.25提高至0.28;而对于MDEA/PZ吸收剂,三种富液分流方案均由常规的0.08提高至0.12。最佳贫液负荷的提高意味着通过吸收剂和改进工艺降低了贫液再生程度要求。这也表明不同吸收剂与不同工艺间存在匹配性差异。
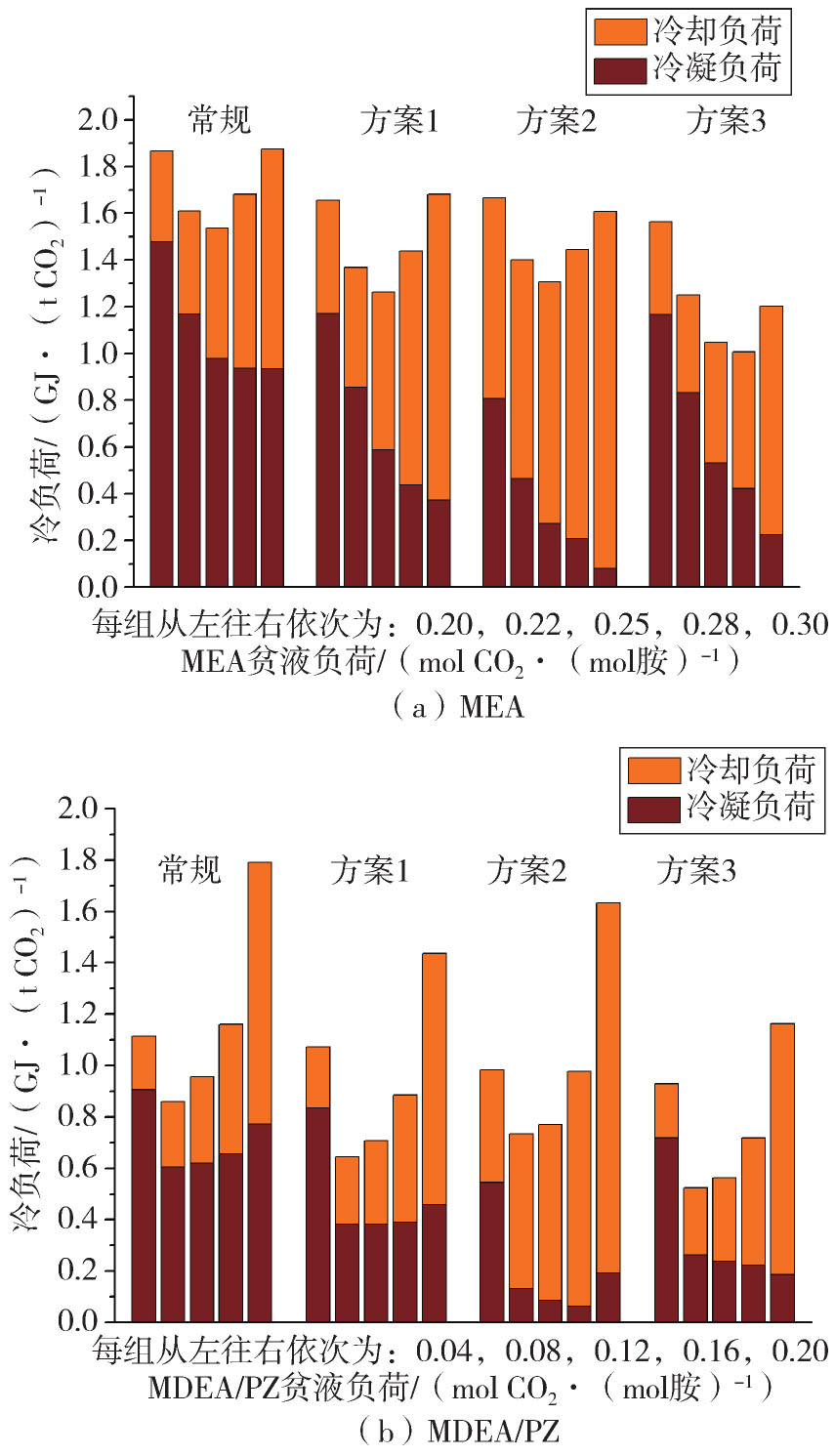
MEA和MDEA/PZ两种吸收剂下采用不同改进工艺时碳捕集系统冷负荷分布如图3所示。其中冷凝负荷为冷却解吸塔出口物流消耗的能量,冷却负荷为将贫富液换热器出口的贫液进一步冷却至指定温度(40 ℃)消耗的能量。对于MEA,随贫液负荷从0.2增加至0.3时,传统工艺和改进工艺(分流比均为30%)的冷凝负荷呈减少趋势,而冷却负荷则呈增加趋势;而对于MDEA/PZ,在贫液负荷为0.04至0.08时,冷凝负荷先减少后增加,而冷却负荷则是增加趋势。总体上,低贫液负荷时需要消耗大量水蒸气以维持二氧化碳再生传质驱动力,导致解吸塔塔顶气流水蒸气含量过高而需要消耗过多的冷凝负荷,同时此时吸收液流量较低,冷却负荷也相应较低;而当贫液负荷过高时,尽管解吸塔塔顶气流中水蒸气含量较低,但由于此时吸收液流量较大,也会导致冷凝负荷和冷却负荷均较高。
如图3所示,相比常规工艺,三种改进工艺均可降低冷负荷的强度。其中方案1仅是通过简单富液分流将一小股冷富液直接注入解吸塔上段塔级回收热量,而方案2和方案3还额外设置了冷凝器回收热量,因此方案1对冷凝负荷降低效果最差。方案2对降低冷凝负荷效果最好,而对降低冷却负荷效果最差,这表明该富液分流方案尽管显著回收了解吸塔塔顶的出口蒸汽热量,但牺牲了对解吸塔底热贫液热量的回收。方案3对降低冷却负荷效果最好,同时能较好平衡对冷凝负荷效果的降低,使得方案3表现了最好的降低冷负荷效果,这也与该方案的热负荷最小一致。
-
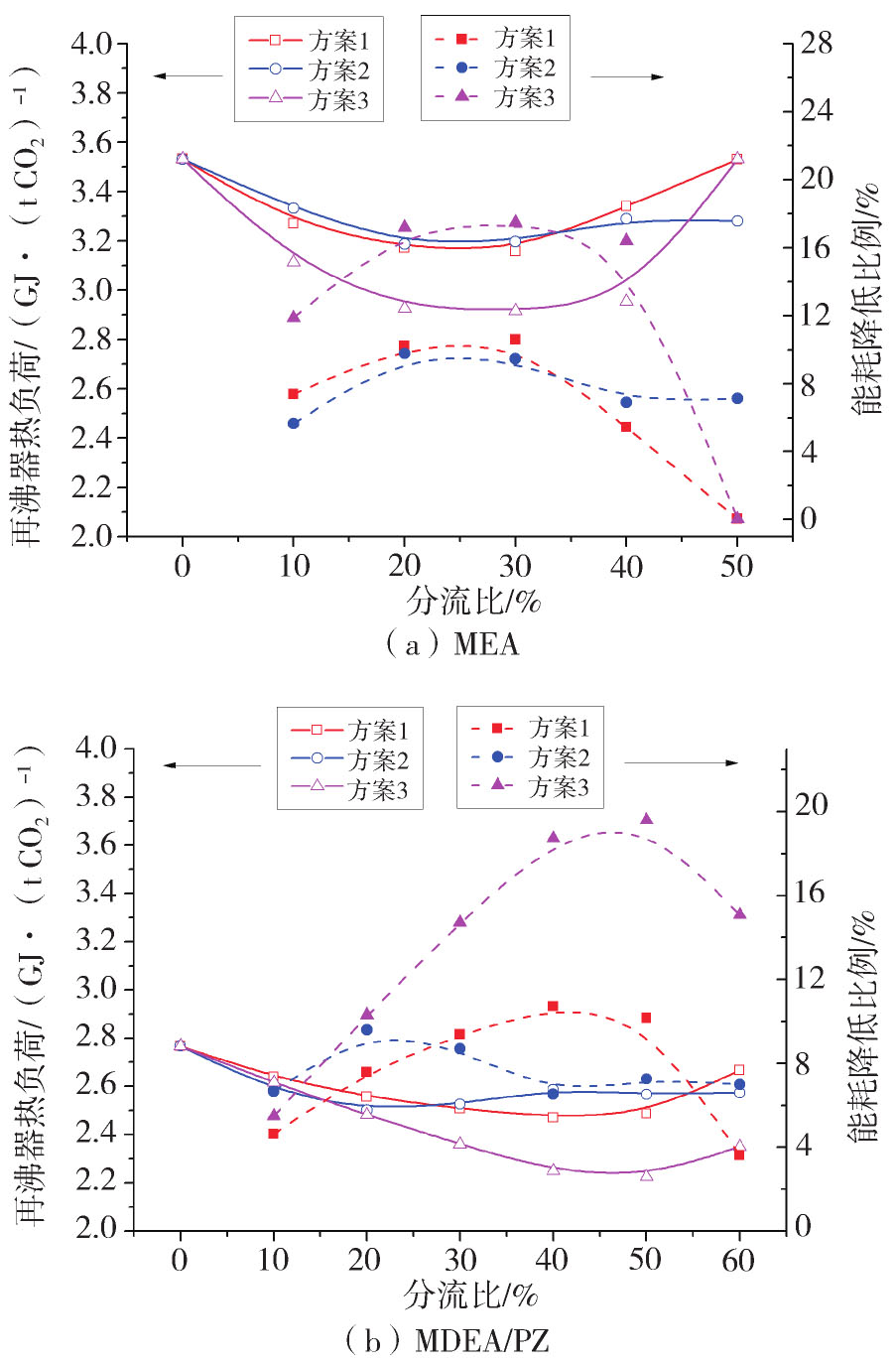
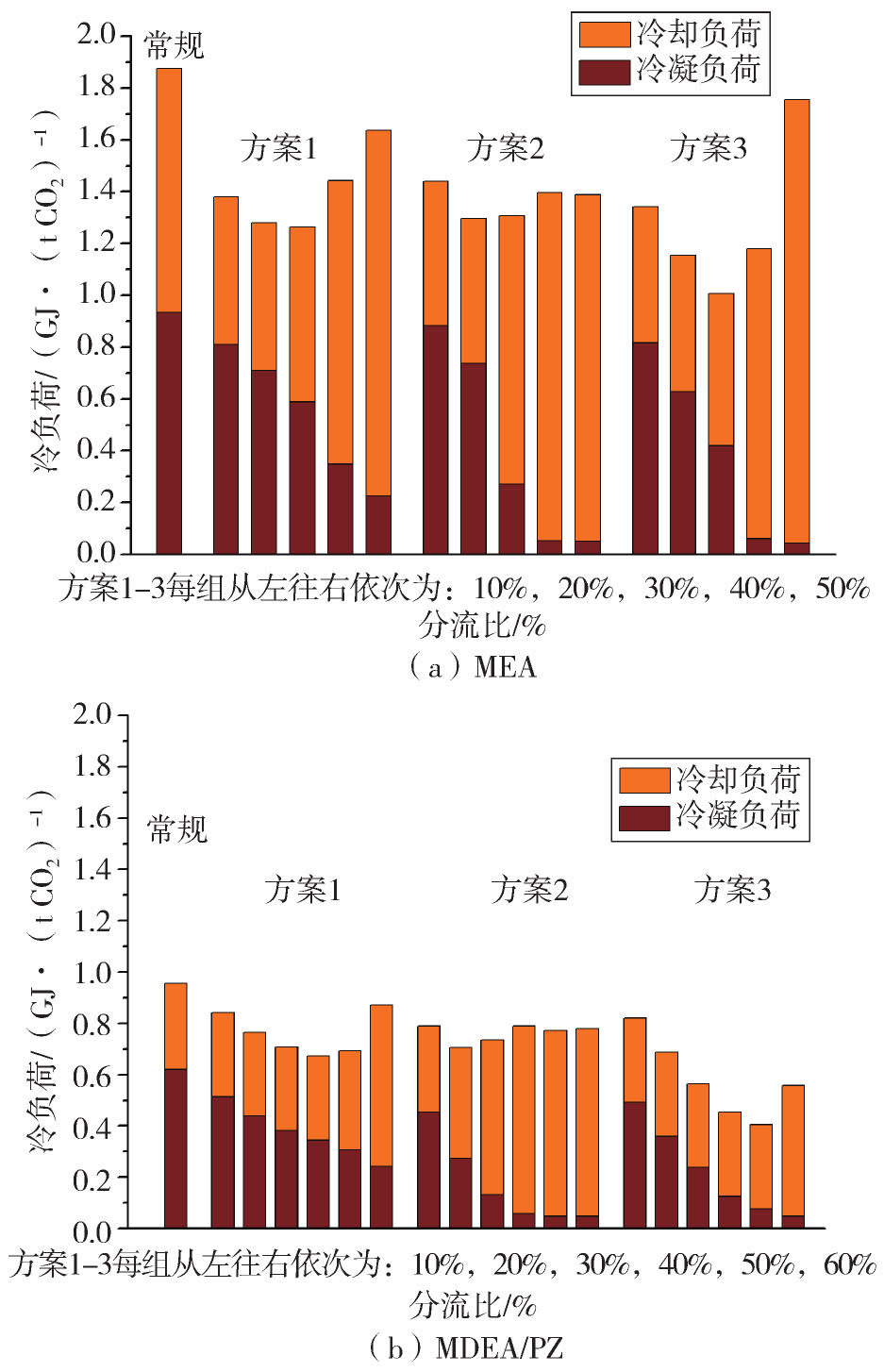
三种改进方案下富液分流比对再沸器热负荷的影响如图4所示,可以发现,对于MEA和MDEA/PZ两种吸收剂,随富液分流比的增加,热负荷呈现先降低后增加的趋势,这是因为当开始采用富液分流时,小股冷富液用于回收解吸塔顶水蒸气潜热,同时大股的冷富液仍能通过贫富液换热器回收足够的热量,并且大股冷富液经贫富液换热器后提升的温度也将更高,更有利于二氧化碳在解吸塔解吸出来[12]。而当富液分流比例过高时,尽管能回收大量的解吸塔顶出口气冷凝热,但解吸塔底的热贫液能量则不能被有效回收,从而导致热负荷增加[12]。这也与图5中随富液分流比例增加,冷凝负荷逐渐降低而冷却负荷逐渐上升相一致。

Figure 4. Effect of split ratio on reboiler heat duty

Figure 5. Effect of split ratio on cold duty
如图4(a)所示,对于MEA吸收剂,方案1、方案2和方案3分别在分流比为30%,20%和30%时获得最低热负荷,而对于MDEA/PZ吸收剂,方案1、方案2和方案3分别在分流比为40%,20%和50%时获得最低热负荷(图4(b))。这表明不同吸收剂下或不同富液分流方案下,取得最低热负荷的分流比并不一致,这意味着吸收剂与改进工艺之间的匹配性需要优化改善。由图4还可以发现,方案2的热负荷随富液分流比变化明显更为平缓,而方案1和3的变化则更为剧烈,这与方案2设置了三个换热器密切相关,当富液分流比例过高时,该股富液分流经解吸塔顶换热器回收解吸塔出口热量后可再通过附加的换热器回收部分解吸塔底贫液热量,这降低了原来贫富液换热器的负荷,因此该方案使得富液分流比变动对再沸器热负荷影响较小。
以MEA和MDEA/PZ为吸收剂时在优化条件下不同富液分流工艺对应的热负荷和冷负荷如表1所示。相比常规工艺,采用富液分流工艺方案1和2时,两种吸收剂的热负荷下降8%~10%,而采用方案3时热负荷则可下降15%以上,相对应的冷负荷在方案1-2时下降约18%,而在方案3时可下降超过30%。这表明通过富液分流工艺能通过回收解吸塔出口气热量而显著降低系统热负荷和冷负荷的需求,特别是富液分流工艺3的效果最为显著。同时,相比MEA,采用MDEA/PZ时在各富液分流工艺下均有着更好的降低热冷负荷的表现。此外,若以MEA常规工艺下的热负荷3.45 GJ/t CO2和冷负荷1.54 GJ/t CO2为参照,在采用MDEA/PZ吸收剂和富液分流方案3时,热负荷和冷负荷分别为2.23 GJ/t CO2和0.40 GJ/t CO2,降幅可达35.36%和71.42%。考虑富液分流工艺方案3相比常规工艺变动较少,未来具有较好的应用前景。
负荷参数 MEA MDEA/PZ 常规 方案1 方案2 方案3 常规 方案1 方案2 方案3 贫液负荷/(molCO2·mol胺-1) 0.25 0.25 0.25 0.28 0.08 0.12 0.12 0.12 分流比/% — 30 20 30 — 40 20 50 热负荷/(GJ·(t CO2)-1) 3.45 3.16 3.19 2.91 2.75 2.47 2.50 2.23 热负荷降低比例/% — 8.41 7.54 15.65 — 10.18 a 9.09 a 18.91 a 28.41 b 27.54 b 35.36 b 冷负荷/(GJ·(t CO2)-1) 1.54 1.26 1.29 1.01 0.86 00.68 0.70 0.44 冷凝负荷/(GJ·(t CO2)-1) 0.98 0.59 0.73 0.33 0.60 0.35 0.27 0.08 冷却负荷/(GJ·(t CO2)-1) 0.56 0.67 0.56 0.68 0.26 0.33 0.43 0.36 冷负荷降低比例/% — 18.18 16.23 34.41 — 20.93 a 18.60 a 48.84 a 55.84 b 54.55 b 71.42 b Table 1.
Heat and cold duty distribution of MEA and MDEA/PZ at optimal condition in different split flow modification processes -
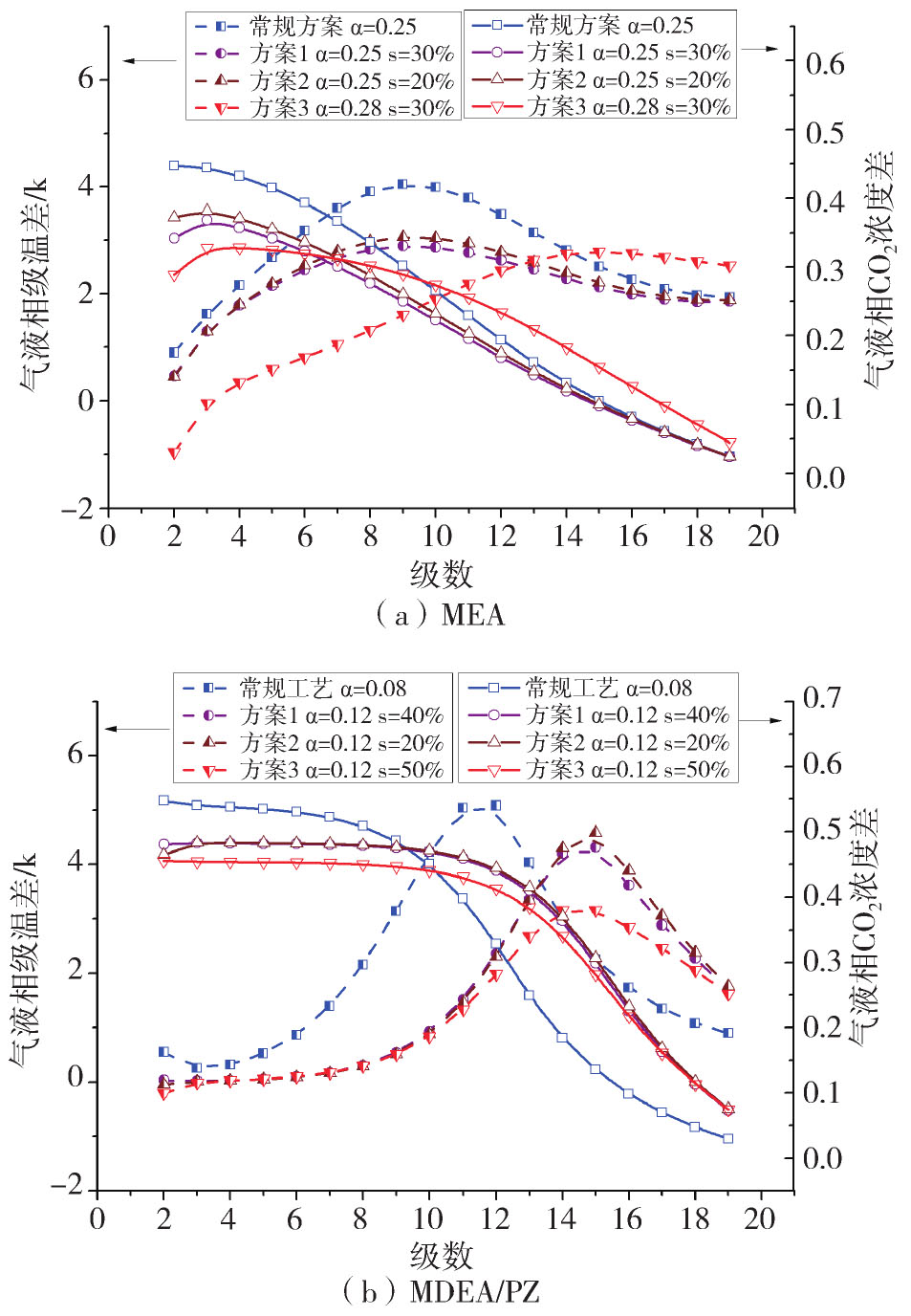
为进一步评估不同富液分流工艺对MEA和MDEA/PZ吸收剂下的解吸过程特性的影响,可引入浓度驱动力和温度驱动力进行分析[9]。当浓度驱动力较小时需要耗费更多的能量以帮助解吸分离,而高的浓度驱动力意味着维持关键组分的分离需要耗费的能量较低[18]。温度驱动力越大意味着过程的不可逆性越大,导致的可用能损失越大[19]。MEA和MDEA/PZ两种吸收剂下在常规工艺和三种改进工艺获得最佳再沸器热负荷时的解吸驱动力分布如图6所示。可以发现,常规工艺下温度驱动力和浓度驱动力分布均比改进工艺更为突出,呈现出更高的差值,这也意味着解吸过程存在更多的不可逆损失,导致更高的能耗需求。在三种改进工艺中,方案1和方案2的温度驱动力和浓度驱动力分布非常接近,其中方案1的驱动力分布略微低于方案2的,这也和方案1的再沸器能耗略低于方案2的一致。而方案3的温度差驱动力和浓度差驱动力分布曲线显著低于常规方案以及方案1和2的,这与方案3降低能耗效果最为突出对应。因此,通过改进工艺并调整操作条件可获得更为均衡且相对较低驱动力分布,从而减少不可逆损失,有效降低解吸塔再沸器的能耗。

Figure 6. Distribution of temperature and concentration driving fore in stripping process at optimal condition
2.1 贫液负荷对能耗的影响
2.2 富液分流比对能耗的影响
2.3 解吸过程特性分析
-
为了降低碳捕集过程能耗,本文通过Aspen plus模拟研究了MEA和MDEA/PZ吸收剂在三种不同富液分流工艺的碳捕集过程中的应用,分析了吸收剂贫液负荷和富液分流比等因素对三种富液分流工艺再沸器热负荷和冷负荷的影响。结果表明,三种富液分流工艺应用于MEA和MDEA/PZ吸收剂时均能较好降低再沸器热负荷和系统冷负荷。其中MDEA/PZ与富液分流工艺方案3匹配性更好,在贫液负荷为0.12,分流比50%时,对应的热负荷为2.23 GJ/t CO2和0.44 GJ/t CO2,相比常规的MEA工艺分别可降低35.36%和71.42%。同时,对MEA和MDEA/PZ在不同工艺下解吸过程温度差驱动力和浓度差驱动力进行分析,表明通过改进工艺并调整操作条件可获得更为均衡且相对较低驱动力分布,从而减少不可逆损失,有效降低解吸塔再沸器的能耗水平。

 DownLoad:
DownLoad: